Bextex Ltd. (the “Company”) was incorporated in Bangladesh as a Public Limited Company with limited liability on 8 March 1994 and commenced commercial operation in 1995 and also went into the public issue of shares and debentures in the same year. The shares of the Company are listed in the Dhaka and Chittagong Stock Exchanges of Bangladesh.
Bextex Ltd. is the most modern composite mill in the region. Bextex Ltd. has an installed capacity of 293 high-speed air-jet looms in its weaving section and a high-tech dyeing and finishing section with a capacity of 100,000 yards of finished fabric per day. This company is located at the BeximcoIndustrial Park.
Bextex Ltd. has a state of the art composite knit fabric production mill [Beximco Knitting Ltd. (BKL)], which serves the growing needs of high-quality knit garments exporters in Bangladesh. The project was set up as a state of the art knit fabric knitting, dyeing and finishing facility. During the year the Company produced and sold high quality of knit fabrics and bringing forth all the latest in hard and soft technologies in knitting, dyeing and finishing of knit fabric.
Bextex Ltd. also has cotton and polyester blended yarn-spinning mill, with 119,520 spindles is one of the largest spinning mills of the country. The mill was set up to feed the country’s export oriented industries.
Bextex Ltd. produces specialized finishes of denim cloth for export in finished as well as cloth only form.
1.3. Mission of Bextex Ltd:
BEXTEX Ltd. is a full service vendor with strong vertically integrated production facilities as well as creative & analytical capabilities which clearly set apart from most other South Asian vendors.
1.4. Vision of Bextex Ltd:
Gain market leadership in high value added apparel in USA & Europe.
Use “Innovation” & “Speed” as prime drivers, rather than cotton & cheap labour.
Dominate these markets in high quality:
Men’s, Women’s, Children.
Shirts (Dress & Casual).
Blouses (formal & casual), Skirts, Jackets.
Jeans & Casual non – denim bottoms.
Knitted tops & bottoms.
1.5. Environmental Commitment of Bextex Ltd:
This company is very committed to preserve a healthy and pollution-free environment. It has a very efficient waste collection and disposal system. In order to reduce air pollution by exhaust of gas from engine-generators, it maintains a costly plant that uses the exhaust gas to generate steam for chilling unit. Above measures not only help keep the water & air free from pollution but also help save cost of water treatment & air conditioning. This company uses only AZO-free dyes and is dedicated to ensure a healthy and eco-friendly environment.
2. Management:
Management can be define as all the activities and tasks undertaken by one or more persons for the purposes of planning and controlling the activities of others in order to achieve an objective or complete an activities that could be achieve by others acting independently.
2.1. Management System:
Generally in knitting section there are four Mechanical Fitters for per shift. One skilled operator for per knitting machine.
2.2. Shift Management:
Generally three shift processes run in Beximco Knitting section and also have general shift. Shift of eight hours. Shift changes (Employee) after 15 days on Saturday. In shift wise work employee Shift A=36, Shift B=40, Shift C=35 and Permanent (General) shift=46 persons.
2.3. Responsibilities of Production Officer:
From getting an order of upper level all responsibilities are on the production officers. They work with a troop of operators, helpers, fitters etc. to finish the production in due time. In the meantime production officers bear all hazards, problems. They have to explain to the manager for any type of production hamper. So, all production activities and its success depend on the production officers.
2.4. Job Description:
Senior Production Officer: In a knitting factory a senior production officer plays a great role in production and man power management who are production related. Here we enlist the duties of senior production officer:
- Follow up knitting production,
- Regular observation of knitting floor,
- Prepare knitting order status regularly,
- Maintain the quality of the product,
- To help the senior production Officer & co-operate with others for fulfilling the required destination.
Production Officer: Production officer is the right hand of senior production officer and he is directly related with production manpower and informs senior production Officer time to time. Here are his listed duties:
- Follow up overall knitting production,
- Decide every machine utilization during production,
- Recruit new labor,
- To inform the authority on the overall knitting production and make it financial profitable,
- Regular m/c maintenance,
- Maintain sub-contract orders,
- Help knitting manager & also guide the junior officers of the section, etc.
Production runs with the help of mechanical fitters. For any kind of mechanical fault of any machine they fix and work under technical in-charge. Production officers’ takes account of daily production by running after the two supervisors and workers so on.
3. Process Definition (Knitting):
The term knitting describes the technique of constructing textile structures by forming a continuous length of yarn into columns of vertically intermeshed loops.
It refers heavily on the availability of fine, strong, uniformly spun yarn. The term ‘Knitting’ dates from the mid-sixteenth century, earlier words such as the Saxon ‘cnyttan’ and the Sanskrit ‘nahyat’ being less precise, indicating that knitting probably evolved from sources such as the experience gained by knotting and Coptic knitting.
In Coptic knitting or Nonbinding, an upside-down looped structure is produced using a single-eyed needle (like a sewing needle) containing a short length of yarn. Normally, crossed loops are formed. The technique can achieve fashioning, closing, circular knitting and stitch patterning. Leicester’s JewryWallMuseum possesses a sock of cross stitch construction from the Antinoe site in Roman Egypt dating from the fifth century AD [1].
3.1. Organogram of Knitting Section:
Following organogrm are found in knitting section in Bex Tex Ltd.
3.2. Raw Materials of Knitting Section in BKL:
3.2.1. Yarn:
Types of Yarn | Usable Yarn Count |
100% Cotton Yarn | 10/1 KC |
12/1 KC | |
30/2 KC | |
40/2 KC | |
20/1KC | |
22/1 KC | |
26/1 KC | |
26/1 CC | |
26/1 Dyed | |
28/1 KC | |
28/1 | |
Core Yarn | 30/1 CC |
30/1 KC | |
32/1 Core | |
34/1 CC | |
34/1 KC | |
40/1 CC | |
40/1 Core | |
| PC | 26/1 PC |
28/1 PPC | |
30/1 PC | |
34/1 PC | |
Melange | Eqru Melange: Viscose 1-2% |
Grey Melange: Viscose 5-15% | |
Anthra Melange: Viscose 75% | |
CVC | 20/1 CVC |
26/1 CVC | |
30/1 CVC | |
Polyester | 150 D Bright Poly |
150 D Dull Ploy | |
75 D Bright Poly | |
75 D Dull Poly | |
Lycra | 20 D |
40 D | |
70 D |
3.2.2. Different Brand of Lycra Yarn:
- Lycra.
- Aclon.
- Dupont.
- Elaspan.
- Toplon.
- Texlon.
- Creora.
- Korea.
- Spandex.
3.2.3. Yarn Come From:
- Padma Spinning Mill (Beximco).
- Advance Spinning Mill.
- Square Yarn Mill.
- Beximco Synthetics Ltd.
3.2.4. Needle:
- Gorz Beckert-Germany.
- Sumnung-Korea.
- Sagura-Japan.
- Yantex-Japan.
3.2.5. Cam:
- Kern Lever-Germany.
- Christop Lever-Germany.
3.2.6. Lubrication Oil:
- BP-22 (Needle Oil).
Origin-Germany.
- BP-60 (Base Oil).
Origin-Germany.
3.3. Classification of Knitting Section:
Circular Knitting Section.
Flat Bed Knitting Section.
3.3.1. Circular Knitting Section:
Circular knitting machine is widely used through out the knitting industry to produce fabric. This machine can be built in almost any reasonable diameter and the small diameter of up to five, which are used for wear.
Machine for outerwear and under wear may vary from 12 inch to 60 inch in diameter according to manufactures requirement. This machine can be used either as fabric or for making garments completely with fancy stitch. Latch needles are commonly employed in all modern circular machines because of their simple action and also their ability to process more types of yarns.
Plain circular machine uses only one sets of needles, circular rib machine uses two sets of needles i.e. Cylinder needle and Dial needle, the interlock circular knitting m/c also uses two sets of needles by needles are long and short respectively for both dial and cylinder, that is why multiple design and thick fabric can be produce with that machine. That machine is also called double Jersey machine.

3.3.3. Layout Plan of Circular Knitting Section:
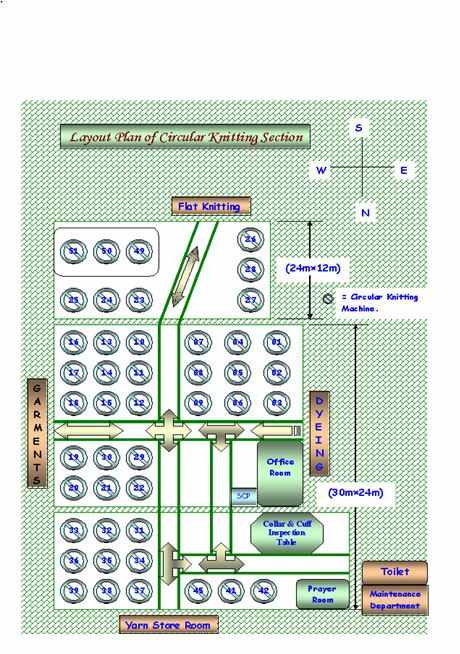
- Operators operate machine in highly attention as if there were no faults in the fabrics. If he is sure about any fabric fault, then he call for mechanical fitter in duty. Mechanical fitter then fixes it if he can or he informs technical in-charge. He then comes in spot.
- 2. After required production and final inspection in 4-point system, they are sent in dyeing section
3.3.6. Description of Important Machine Parts:
Creel: Creel is a part of a knitting machine. Hear yarn package are store and ready to feed in the machine.

VDQ Pulley: It is a very important part of the machine. It controls the quality of the product. Altering the position of the tension pulley changes the G.S.M. of the fabric. If pulley moves towards the positive directive then the G.S.M. is decrease. And in the reverse direction G.S.M will increase.
Pulley Belt: It controls the rotation of the MPF wheel.
Brush: Its clean the pulley belt.
Tension Disk: It confronts the tension of the supply yarn.Inlet and Outlet Stop Motion: It is an important part of the machine. It stops the machine instantly when a yarn is break.Yarn Guide: Its help the yarn to feed in the feeder.
MPF Wheel: Its control the speed of the MPF. Pulley belt gives motion to the wheel.
MPF: It is Mamenger positive feed. It is also an important part of the machine. It’s give positive feed to the machine.
Feeder Ring: It is a ring. Where all feeders are pleased together.
Disk Drum: Use in jacquard machine to produce various types of design.
Pattern Wheel: Pattern Wheel use in Pai Lung and Auto Stripe machine because of that that help to produce various types of design and stripe.
Feeder: Feeder is help yarn to feed in to the machine.
Needle Track: Where all Needles is placed together in a decent design.
Needle: It is a principal element of the knitting machine. Its help the yarn to create a loop. And by this way fabric are produce. Prior to yarn feeding the needle is raised to clear the old loop from the hook, and received the new loop above it on needle stem. The new loop is then enclosed in the needle hook as the needle starts to descend.
Sinker: It is most important element of the machine. Its help to loop forming, knocking over and holding down the loop.
Sinker Ring: Sinker ring is a ring. Where all sinkers are pleased together.
Cam Box: Where the cam are set horizontally.
Cam: Cam is device s which converts the rotary machine drive in to a suitable reciprocating action for the needles and other elements.
Lycra Attachment Device: Lycra is placed hear. And feeding to the machine.
Lycra Stop Motion: It is one kind of stop motion to stop the machine when the Lycra is break.
Cylinder: Needle track are situated hear.
Cylinder Balancer: It helps the cylinder to set in a proper alignment.
Uniwave Lubrication: The Uniwave lubricator provides uniform lubrication to needles, cam tracks, lifters and other knitting machine components. The patented nozzle construction separates the air-oil mixture into air and droplets of oil.
Adjustable Fan: This part removes lint, hairy fibre from yarn and others. To clean the dust by air flow.
Expander: To control the width of the knitted fabric. No distortion of the knitting courses. Even take down tension in the knitting machine. As a result, an even fabric structure is achieved over the entire fabric width. The deformation of the knitted fabric goods can be reduced.
Needle Detector: This part detect the any type of faults of needles.
Air Gun Nozzle: To feed the yarn; sometimes it is used for cleaning purpose.
3.3.7. Production Capacity in BKL:
Single Knit Fabrics =10360 Kg per Day (approximate).
Double Knit Fabrics =410 Kg per Day (approximate).
Jacquard Fabrics =350 Kg per Day (approximate).
Auto Stripe Fabrics =100 Kg per Day (approximate).
3.3.8. Production Parameters:
During production of fabric in circular knitting machine following parameters must be maintain;
- Machine Diameter;
- Machine RPM (Revolution Per Minute);
- Number of feeds or feeders in use;
- Machine Gauge;
- Count of yarn;
- Required time (Machine running time);
- Machine running efficiency.
3.3.9. Relationship between Knitting Parameter:
- Stitch length increase with the increase of GSM.
- If stitch length increase then fabric width increase and WPI decrease.
- If machine gauge increase then fabric width also increases.
- If yarn count increase (courser) then fabric width increase.
- If shrinkage increases then fabric width decrease but GSM and WPI increase.
- For finer gauge, finer count yarn should use.
- Grey GSM should be less than finish GSM.
3.3.10. Block Diagram of Circular Knitting Machine:
The current supply in different parts of knitting machine and their usable amount are describe as below as a block diagram;
3.3.11. Production Calculation:
A. Production/shift in kg at 100% efficiency:
B. Production/shift in meter:
C. Fabric width in meter:
3.3.12. Considerable Points to Produce Knit Fabrics:
Before production of knitted fabric, these factors are needed to consider. These includes-
- Type of Fabric or design of Fabric.
- Finished G.S.M.
- Yarn count
- Types of yarn (combed or carded)
- Diameter of the fabric.
- Stitch length
- Color depth.
3.3.13. Important Information:
Germs per Square Meter (G.S.M.):
It is technical term that indicates the weight of the fabric per square meter.
Point Considered While Setting Grey G.S.M.:
- Enzyme level
- Color
- Suided or non- suided
Changing of GSM:
- Major control by VDQ pulley.
- Minor control by stitch length adjustment.
- Altering the position of the tension pulley changes the G.S.M. of the fabric. If pulley moves towards the positive directive then the G.S.M. is decrease. And in the reverse direction G.S.M will increase.
Factors That Should Be Changed in Case of Fabric Design On:
- Cam setting.
- Set of needle.
- Size of loop shape.
Effect of Stitch Length on Color Depth:
If the depth of color of the fabric is high loop length should be higher because in case of fabric with higher loop length is less compact. In dark shade dye take up% is high so GSM is adjusted then. Similarly in case of light shade loop length should be relatively smaller.
3.3.14. Methods of Increasing Production:
By the following methods the production of knitted fabric can be increased –
- By Increasing Machine Speed:
Higher the m/c speed faster the movement of needle and ultimately production will be increased. But it has to make sure that excess tension is not imposed on yarn because of this high speed.
- By Increasing the Number of Feeder:
If the number of feeder is increased in the circumference of cylinder, then the number of courses will be increased in one revolution at a time.
- By Using Machine of Higher Gauge:
The more the machine gauge, the more the production is. So by using machine of higher gauge production can be increased.
- By Imposing Automation in the Machine:
a) Quick starting & stopping for efficient driving system.
b) Automatic machine lubrication system for smoother operation.
c) Photo electric fabric fault detector.
- By Imposing other Developments:
a) Using creel-feeding system.
b) Applying yarn supply through plastic tube that eliminates the possibilities of yarn damage.
c) Using yarn feed control device.
3.3.15. The Main Faults and their Causes in Fabric during Production of Fabric:
Hole Mark:
Causes:
- Buckling of the needle latch
- Buckling the sinker
- Higher G.S.M
Star Mark:
Causes:
- Buckling of the needle latch.
- Yarn tension variation during production.
- Low G.S.M.
Oil Spot/Grease Spot:
Causes:
- Excess oil/Grease use.
- Jamming of needle & sinker.
Patta/Barre Mark:
Causes:
- Yarn comes from different lot.
- Faulty cam use in the machine.
- Tension variation of feeding yarn.
Needle Mark:
Causes:
Faulty needle use in the machine.
Sinker Mark:
Causes:
Faulty sinker use in the machine.
3.3.16. End Product Rang of Circular Knitting Machine in BKL:
Serial Number | Fabric Type | Serial Number | Fabric Type |
01 | Single Jersey. | 16 | Honeycomb Fabric. |
02 | Single Lacoste/Single Tuck back Pique. | 17 | Flat Back Rib. |
03 | Double Lacoste/Back Pique. | 18 | Barricaded Rib. |
04 | Polo Pique. | 19 | (1X1) Rib fabric. |
05 | Twill. | 20 | (2×1) Rib Fabric. |
06 | Herringbone. | 21 | (2X2) Rib Fabric. |
07 | Bubble Knit. | 22 | (2×3) Rib Fabric. |
08 | Waffle Fabric. | 23 | Pointal Jersey. |
09 | Auto Stripe fabric. | 24 | Thermal Fabric. |
10 | Fleece Fabric. | 25 | Jacquard Fabric. |
11 | Interlock. | 26 | Creap |
12 | Mash Fabric. | 27 | Twill Pique & Lapique. |
13 | Pop Corn. | 28 | Drop Needle Interlock. |
14 | Diamond. | 29 | Two Tone Pique. |
15 | Dogs Tooth/Birds Eye. | 30 | Lycra Fabric. |
Special Product:
- Oil, Soil and Water Repellent Fabric.
- Sun Light Protection Fabric.
- Core Spun Pique or Jersey.
- Wrinkle free Knitted fabric.
- And also various types of special decorative fabrics produced in BKL.
3.4.1. Flat Bed Knitting Section:
The first flat bar machine was demonstrate in 1862 and patented in 1865 by the Rev. Isaac Wixom Lamb, an American Clergyman. He later changed the arrangement to the inverted V-bed shape patented by Eisenstuck.
The Flat Bed Knitting machines have horizontal needle beds. They have been employed mainly in knitting simulated hand-knitted constructions of a specialty type, such as cable stitch, basket purl and lace patterning. Generally Flat Bed Knitting Machine use to produce collar and cuff.
3.4.2. List of Machine in Flat Bed Knitting Section:
Name of the Machine | Manufacturer | Model | Manufacturing Year | Specification | Quantity |
Flat Bed Knitting Machine | Matsuya (Japan) | M-70 | 1998 | 14 Gauge | 22 |
Flat Bed Knitting Machine | Matsuya (Japan) | M-100 | 1998 | 14 Gauge | 17 |
Flat Bed Knitting Machine | Matsuya (Japan) | 160-DT | 1998 | 14 Gauge/Semi Jacquard | 02 |
Flat Bed Knitting Machine | Matsuya (Japan) | M-100 | 1995 | 14 Gauge | 09 |
Flat Bed Knitting Machine | Stoll (Germany) | CMT-211 | 2001 | 14 Gauge/Semi Jacquard | 02 |
Flat Bed Knitting Machine | Kauo Heng | KH-313 | 2001 | 14 Gauge | 17 |
3.4.3. Process Flow Chart of Flat Bed Knitting Section:
The process flowchart of Flat Bed knitting section is as follows:
3.4.4. Layout Plan of Flat Knitting:
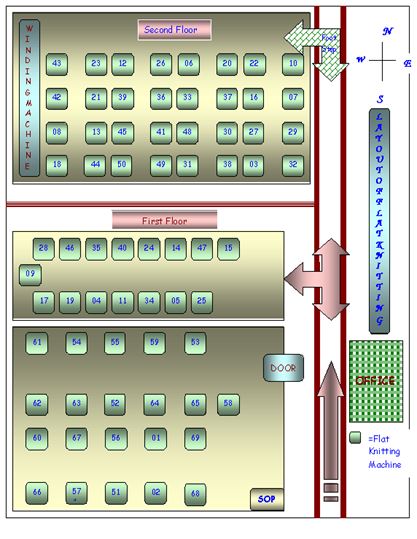
- Stop Switch: The purpose is to machine in an emergency only.
- Side Cover: Installed at the both sides of safety cover.
- Safety Cover: Suppresses the noise and dust.
- Side Tension Equipment: Pulls the yarn fed to the feeder to create tension as tension equipment does.
- Carrier Rail: Used for the carrier to move on.
- Controller: Loads knitting data for floppy disk and command the machine to execute the data. Modifying and inputting data are available in controller.
- Lock Lever: By execute this lever, the sub roller is pressed and comes into contact with the main roller. Pull the lever toward you to release the sub roller from the main roller. Press the lever downward to engage the sub roller.
- Main Power Switch: Cuts off power supply. This switch has emergency stop function. In case of an emergency, turn this switch off.
- Oil Pump: Supplies oil to the brush holder and the racking side plate.
- Breaker Switch: This protects the machine from odd power source to the turned off automatically. The breaker switch is back side of controller.
3.4.6. Description of Main Parts of Flat Bed Knitting Machine and Their Function:
3.4.6.1. Tension Equipment:
- Knot catcher adjust dial (1) -Dial for adjusting the knot catcher to the larger knots.
- Knot catcher adjust dial (2) – Dial for adjusting the knot catcher to the smaller knots.
- Knot catcher (a) – Detect for knot and stop the carriage.
- Knot catcher (b) – Detect for knot. Carriage moves in low speed from the course to the line set in the screen. When a small knot is detected.
- Tension disk – Adjusts tension of the yarn.
- Yarn guide plate – Guides the yarn to the knot catcher rightly.
- Tension – Detect breakage of the yarn.
3.4.6.2. Carriage:
- Carriage – Control the needles.
- Needle selection sensor – The needle selection gauge and needle selection sensor installed on the carriage can detect the advancing direction of carriage, as well as count the needles.
- Carrier control box – Carrier catch pins come out from the carrier control box and carriage bring the carrier.
- Dust cleaner – Suck the dust at the gap. Set the interval of suction and pause in controller screen to repeat exhaust, pause, and suction in sequence during knitting.
- Fabrics swell direction – Detect the swelling of at the needle beds gap.
- Brush – Open the needle latch. Also prevents the latch from and closing.
- Stitch presser – Presses Fabrics into the needle beds gap.
3.4.6.3. Needle Bed Part:
Needle bed – Needles, jack, select jack and selector are arranged on this needle bed.
- Carriage rail – Rail for the carriage.
- Needle selection gauge.
- Clear brush.
3.4.6.4. Racking Device:
- Ball screw unit – converts the revolution of the racking motor to lateral motion to the needle bed.
- Main motor – control the carriage.
- Racking motor – used to rack the needle bed.
- Oil pump – Supplies oil to brush holder and racking slide plate.
3.4.6.5. Side Tension Equipment:
- Side tension – Absorbs the slack of the yarn when the carriage reverses.
- Side tension dial – Adjusts side tension.
3.4.6.6. Carrier Control Equipment:
- Carrier – Carries the yarns.
- Carrier stopper – Stop the carriers at both ends of the carrier rails.
- Carrier rail – Rails for the carriers.
- Yarn feeder – Feeds yarn to the needle beds gap.
3.4.6.7. Fabrics Take Down Roller:
- Main roller – Takes the fabrics down.
- Sub roller – Press the roll fabric between the main roller and take it down.
- Yarn guide pin – Used to prevent yarn from twining around the main roller.
- Lock lever – By actuating this lever, the sub roller is pressed and comes into contact with the main roller. Pull the lever toward you to release the roller from the main roller. Press the lever downward to engage the sub roller.
3.4.7. Program of Mechanical Flat Knitting Machine (Carriage):
The program occurs in mechanical flat knitting machine in cam box (Carriage) is given as below:
Block | Description |
1 | Right to left full knit. Left to right Back side knit. |
2 And 3 | Right to left front side knit. Left to right Back side knit. |
4 | Right to left full knit. Left to right full knit. |
5 And 7 | Right to left low butt miss. Right to left high butt knit. Left to right low butt miss. Left to right high butt knit. |
6 | Right to left front side knit. Left to right front side knit. |
8 | Right to left back side knit. Left to right back side knit. |
3.4.8. Program of Jacquard Machine:
Following program is use to produce collar/cuff in electronic jacquard Flat Bed knitting machine.
3.4.9. Types of Collar/Cuff:
There are various types of Collar/Cuff produce in Beximco Flat Knitting Section given as below:
- Plain Collar/Cuff.
- Welted Collar/Cuff.
- Herringbone Collar/Cuff.
- Hill Collar/Cuff.
- Raising Collar/Cuff.
- Picot Collar/Cuff.
- Tipping Collar/Cuff.
- Racking Collar/Cuff.
- Etc.
3.4.10. Product Range of Flat Bed Knitting Section:
- Collar.
- Cuff.
- Placket.
- Neck.
- Cheats.
- Bottom.
- Etc.
Collar Size: L: 45-47xW:09-10cmxT:3/4/5 ply, 35-45 pcs /Kg (Depends on yarn count, ply and tension of knitting).
Cuff Size: L:37-39xW:3.8-4.0cmxT:2/3/4 ply, 60-70 pcs /Kg (Depends on yarn count, ply and tension of knitting).
3.4.11. Design of Flat Bed Knitting Section:
- Rib (1×1, 2×2)
- Interlock
- Single jersey
- Lacoste (single & double).
- Etc.
3.4.12. Collar design mainly consist of five parts; namely
- Tipping.
- Separation part.
- Double jersey / Tube.
- Body.
- Body end.
3.5.1. Area of Knitting Machine in Bextex Ltd:
Camber:
Total area for per machine = 18′ × 8′ = 144 sq.ft
Creel area for per machine = 63.5 sq.ft
Worker area for per machine = 144 – (27 + 63.5) = 53.5 sq.ft
Height of machine = 8″
Terrot:
T-1to 11
Total area for per machine = 16’6″ ×9’6″ = 156.75 sq.ft
Creel area for per machine = 2×10×2 = 40 sq.ft
Worker area for per machine = 156.75 – (15 + 40) = 101.75 sq.ft
Height of machine = 8’2″
Pai Lung:
Total area per machine = 15.09 * 17.71 = 267.34 sq. ft
Height of machine = 10.3 ft.
Jacquard:
T-1to 11
Total area for per machine = 16’6″ ×9’6″ = 156.75 sq.ft
Creel area for per machine = 2×10×2 = 40 sq.ft
Worker area for per machine = 156.75 – (15 + 40) = 101.75 sq.ft
Height of machine = 8’2″
Matsuya:
Total area for per machine = 5’5″ × 1′ 2″= 6.6 sq.ft
Height of machine = 5’8″
Kuwo Hung:
Total area for per machine = 5’5″ × 2′ 6″= 14.3 sq.ft
Height of machine = 7’9″
Winding Machine:
Total area for per machine = 6’6″ × 2′ 2″= 14.5 sq.ft
Height of machine = 4
3.5.2. Analysis of Layout Plan:
- Ventilation system is very poor. The room Height of knitting section is inadequate. There is no exhaust fan to clean and maintain the temperature of this section.
- The temperature of this section is more than the natural room temperature because it absorbs heat from dyeing and finishing section.
- There is only one toilet which is not sufficient.
- Grey fabric inspection section should not be air conditioned.
- Cone storage facilities are not so good.
- The floor plaster of some place of this section is damaged, so it is necessary to repair it as soon as possible.
- Creel of camber machine is not suitable because it has required more floor space and also difficult to change package.
CHAPTER-IV
(Research & Development and Planning Department)
4.1. Working Procedure of R & D:
4.2. Working Procedure of Planning Department:

5. Batch Preparation:
Batching is the process to get ready the fabrics which should be dyed and processed for a particular lot of a particular order.
5.1. Batch Management:
Primarily batching is done by dyeing manager taking the above criteria under consideration. Batch section in charge receives this primary batch plan from dyeing manager. Some time planning is adjusted according to m/c condition or emergency.
5.1.1. Objective of Batching:
- To receive the grey fabric roll from knitting section or other source.
- Turn the grey fabric if require.
- To prepare the batch of fabric for dyeing according to the following criteria –
- Order sheet (Received from buyer).
- Dyeing shade (color or white, light or dark).
- Machine capacity.
- Machine available.
- Type of fabrics (100% cotton, PE, PC, CVC).
- Emergency.
- To send the grey fabric to the dyeing floor with batch card.
- To keep records for every previous dyeing.
5.1.2. Proper Batching Criteria:
- To use maximum capacity of existing dyeing machine.
- To minimize the washing time or preparation time & machine stoppage time.
- To keep the number of batch as less as possible for same shade.
- To use a particular machine for dyeing same shade.
5.1.3. List of the Machine in Batch Preparation:
Name of the Machine | Manufacturer | Model | Specification | Quantity |
Turning Machine | Jusa (Portugal) | 01 | ||
Plaiting Machine | Mober Centoplex Ho (Sweden) | FO50BO | Speed = 60 m/min | 02 |
5.2. Dyeing:
According to Textile Terms & Definition dyeing describe as, “The application and fixing of a dye to a substrate, normally with the intension of obtaining an even distribution throughout the substrate”.
5.2.1. Pretreatment Machine:
- Mini Soft.
- Eco Soft.
- Luft Roto.
5.2.2. Key Accessories:
- Mixing Tank.
- Machine Tank.
- Bohme Meter.
- Meter.
- Eye protecting glass.
- Hand Gloves.
- Sewing machine.
- Gum boot.
- Hand lifter for carrying the batch.
5.2.3. List of Machine in Dyeing Section:
Name of the Machine | Manufacturer | Model | Manufacturing Year | Specification | Quantity |
Dyeing Machine | Thies (Germany) | Ecosoft 140/2 | 1995 | 10104 Liter, C, 3 Bar, 600 Kg | 06 |
Dyeing Machine | Thies (Germany) | Ecosoft 140/1 | 1995 | 5505 Liter, C, 3 Bar, 300 Kg | 01 |
Dyeing Machine | Thies (Germany) | Luftroto 140/2 | 1995 | 11572 Liter, C, 3 Bar, 300 Kg | 01 |
Dyeing Machine | Thies (Germany) | Luftroto 140/3 | 1995 | 15887 Liter, C, 3 Bar, 450 Kg | 01 |
Dyeing Machine | Thies (Germany) | Minisoft | 1995 | 1016 Liter, C, 3.5 Bar, 90 Kg | 01 |
Dyeing Machine | Thies (Germany) | 3 Tube | 1984/1985 | 9200 Liter, C, 0.3 Bar, 500 Kg | 01 |
Dyeing Machine | Thies (Germany) | 2 Tube | 1979 | 4382 Liter C, 0.3 Bar, 250 Kg | 01 |
Dyeing Machine | Local | 80 Kg | 01 | ||
Dyeing Machine | Local Winch Machine | 20 Kg | 01 | ||
Dyeing Machine | Local Winch Machine | 15 Kg | 01 | ||
Dyeing Machine | Local Winch machine | 10 Kg | 01 |
Photo: Dyeing Machine.
5.2.4. Material/Chemical:
- Water.
- Steam.
- Compressed Air.
- Caustic Soda.
- Hydrogen Per Oxide.
- Stabilizer.
- Wetting Agent.
- Detergent.
- Sequestering Agent.
- Acid.
- Anticreasing Acid.
- Hydrogen per Oxide Killer.
- Enzyme.
5.2.5. Usable Chemical in Dyeing:
Serial Number | Name of the Chemical | Serial Number | Name of the Chemical |
01 | ACETIC ACID | 21 | GEISOFT CS |
02 | ALP CLEAN VISCOSE | 22 | GLAUBER SALT |
03 | BEISPL T-2090 | 23 | HOSTALUX ETBN |
04 | CAUSTIC SODA | 24 | HYDROZEN PER-OXIDE 50% |
05 | CHEMICAL 540 | 25 | HYDROSULPHITE CONC. |
06 | CHIMIFIX FZF | 26 | JINSOTER WCS |
07 | CHIMISTAB FG | 27 | LEVEGEL DTE |
08 | CHIMISPERSE FA | 28 | LUFIBROL MSD |
09 | CHIMISPERSE RK | 29 | MESCOUR OSR |
10 | CHIMISTONE NILF | 30 | NEUTRA ACID |
11 | CHT-CATALASE BF | 31 | OXALIC ACID |
12 | CYCLANONE XCW | 32 | PERAPRET VAS |
13 | EULYSIN S | 33 | PHENOLAS D-200 |
14 | EURO POLISH EL-50 | 34 | POWERSOFT SL-90 |
15 | GEIFIX RFC | 35 | RUCOLASE HCH |
16 | GEILEV CL | 36 | SERAGAL CFTR |
17 | GEILUB RLF | 37 | SKAYWITH BVB |
18 | GEILUB CAN | 38 | SKAYWITH 2B |
19 | GEINOFOAM NS | 39 | SODA ASH |
20 | GEISOFT SCA | 40 | SODIUM THIO SULPHATE |
5.2.6. Dyes of BKL:
Most common and usable dyes are:
- Reactive Dyes (Cotton Dyeing).
- Disperse Dyes (Polyester Dyeing).
5.2.7. Dyeing Process with Recipe:
Dyeing Specification:
- Color Depth: Light Color.
- Color: Rose.
- Fabric Type: Lycra Single Jersey (100% Cotton).
- Fabric Weight: 550Kg.
- Material and Liquor Ratio: 1:8.
- Water: 4400 Liter.
Processes with Respective Chemicals:
A) MachineWash:
|
Hydrose (2g/l)+Caustic (2g/l)+Foaming Agent (.5 g/l)
â
Machine Washed
â
|
A. Acid (.7 g/l)
â
M/C Neutralized
B) Demineralization:
Detergent (1 g/l)
Sequestering Agent (0.5 g/l)
Anticreasing Agent (0.5 g/l)
|
C) Scouring & Bleaching:
Detergent (1 g/l)
Sequestering Agent (0.5 g/l)
Anticreasing Agent (0.5 g/l)
Stabilizer (0.8 g/l)
Caustic (3 g/l)
Hydrogen per Oxide (3 g/l)
|
D) Neutralization (Scouring & Bleaching):
Hydrogen per Oxide Killer (0.8 g/l)
Acetic Acid (1 g/l)
|
E) Enzyme Wash:
Acetic Acid (1 g/l)
Enzyme (1%)
|
F) Dyeing:
Anticreasing Agent (0.5 g/l)
Leveling Agent (1 g/l)
Acetic Acid (0.2 g/l)
Dyes (According to Shade %)
Glubar Salt (According to Shade %)
Soda Ash (According to Shade %)
|
G) Neutralization (Dyeing):
Acetic Acid (1 g/l)
|
H) Soaping:
Soaping Agent (0.5 g/l)
|
I) Fixing & Softening:
Fixing Agent (0.5 g/l)
|
Acetic Acid (0.5 g/l)
Softener (1.5 g/l)
|
Bath Drain
5.2.8. The Common Faults Found in Dyeing Section and their Causes & Remedies are as Follows:
Crack, Rope & Crease Marks:
Causes:
- Poor opening of the fabric rope.
- Shock cooling of synthetic material.
- Incorrect process procedure.
- Higher fabric speed.
Remedies:
- Pre-Heat setting.
- Lower rate rising and cooling the temperature.
- Reducing the machine load.
- Higher liquor ratio.
- Running at a slightly higher nozzle pressure
Fabric Distortion and Increase in Width:
Causes:
- Too high material speed
- Low liquor ratio
Remedies:
By decreasing both nozzle pressure & winch speed
Pilling:
Causes:
- Too high mechanical stress on the surface of the fabric
- Excess speed during processing
- Excess foam formation in the dye bath
Remedies:
- By using of a suitable chemical lubricant
- By using antifoaming agent
- By turn reversing the Fabric before dyeing
Uneven Dyeing:
Causes:
- Uneven pretreatment (uneven scouring, bleaching & mercerizing)
- Uneven heat-setting in case of synthetic fibres
- Quick addition of dyes and chemicals
- Lack of control of dyeing m/c
Remedies:
- By ensuring even pretreatment
- By ensuring even heat-setting in case of synthetic fibres
- By slow addition of dyes and chemicals
- Proper controlling of dyeing m/c
Shade Variation (Batch to batch):
Batch to batch shade variation is common in exhaust dyeing which is not completely avoidable. Even though, to ensure a consistent batch to batch production of shade the following matters should be controlled carefully-
- Use standard dyes and chemicals
- Maintain the same liquor ratio
- Follow the standard pretreatment procedure
- Maintain the same dyeing cycle
- Identical dyeing procedure should be followed for the same depth of the shade
- Make sure that the operators add the right bulk chemicals at the same time and temperature in the process.
- The Ph, hardness and sodium carbonate content of supply water should check daily.
CHAPTER-VI
(Finishing Department)
6. Finishing:
Textile finishing , in a restricted sense , is the term used for a series of processes to which all bleached , dyed , printed and certain grey fabrics are subjected before they are put on the market . In fact , finishing includes the final treatment of every kind of fabric made from every kind of fiber . According to Textile Terms and Definition the Finishing describe as, “Descriptive processes, physical or chemical, applied to a substrate to produce a desired effect”.
6.1.1. Objective of Finishing:
- Improving the appearance – Lustre, whiteness, etc.
- Improving the feel, this depends on the handle of the material and its softness, suppleness, fullness, etc.
- Wearing qualities, non – soiling, anticrease, antishrink, comfort, etc.
- Special properties required for particular uses–water–proofing, flame proofing, etc.
- Covering of the faults in the original cloth.
- Increasing the weight of the cloth.
6.1.2. Types of Finishing:
- Chemical Finishing:
Chemical reaction of auxiliaries with fibers.
Application of the handle modifying products/additives.
- Mechanical Finishing:
Mechanical treatment with machines.
6.1.3. Finishing Effects:
- Easy Care.
- Crease recovery.
- Dimensional stability.
- Good abrasion resistance.
- Improved tear strength.
- Good sew ability.
- Soft or stiff handle.
- Shine or luster.
6.1.4. List of Machine in Finishing:
Name of the Machine | Manufacturer | Model | Manufacturing Year | Specification | Quantity |
Raising Machine | Lianyugang Yingyou Textile Machinery Co. Ltd. (China) | MB-332E24 | 01 | ||
Mercerizing Machine | Dornier (Germany) | AMFN/W/SCH/ 2300 | 1986 | Fabric Speed=12-15 (m/min0, =7-9, Working Width=2300mm | 01 |
Rope Washing Machine | Thies (Germany) | RO-12 | 1986 | Speed=10-20 (m/min), Tempurature=60-70C | 01 |
Gas Singeing Machine | Sando (Japan) | 1986 | Fabric Speed=0-120 (m/min), Gas Burner=2, Steam Roller=2 | 01 | |
Collar & Cuff Squeezing Machine | Local | Working Width=900mm | 01 | ||
Hydro Extractor Machine | Hammadi Cheema (Pakistan) | 1996/1997 | Capacity=120 Kg, RPM=1470 | 02 | |
Dewater Machine | Calator (Sweden) | Airtex-1200 | 1994 | Working Width=1200mm | 01 |
Dryer Machine | Ruckh (Germany) | HDT 2000 H/4 | 1995 | Relax Dryer working width=2600mm Gas burner | 01 |
Dryer Machine | Santex AG (Switzerland) | Ch-9555 Tobel | 1989 | Relax Dryer Working Width=2500mm, Heating System-Steam | 01 |
Tube Compacting Calendar Machine | Ruckh (Germany) | SKI | 1995 | Working Width=1200mm, Steam | 01 |
Open Compacting Machine | Ferraro (Italy) | Comptex RC-2600 | 2001 | Working Width=2600mm, Steam | 01 |
Slitter Machine | Calator (Sweden) | CR 2400 | 1994 | Blade RPM=2900, Laser operated | 01 |
Stenter Machine | Krantz (Germany) | Sl. No. 1030622 | 1988 | 7 Chamber, Working Width=2600mm | 01 |
6.1.5. Finishing Procedure:
6.2. Description of Different Finishing Machine in BKL:
6.2.1. Raising Machine:
Raising:
Raising is the term used to describe the creation of a pile surface on a fabric. Fibers are deliberately pulled part way out of a yarn to give the fabric a hairy or fuzzy appearance and a soft surface texture. Napping, sueding and shearing are techniques for developing a surface pile and in conjunction with calendaring are lumped into a category referred to a s Surface Finishing. Surface finishing effects, especially raising, have been used for years to enhance the appearance and hand of fabric. Many of the finest wool and cashmere fabrics are still mechanically finished not only to improve their hand and appearance but to increase their bulk, to impart the feeling of warmth, to increase the number of fiber ends on the surface of the fabric, to provide improved adhesion for laminating purposes and to improve the profit margin per yard sold. Many of the same techniques are used to finish woven and knitted goods made from synthetic and synthetic blended fabrics. Sueding and napping machines are used on both filament and spun constructions while shears, polishers, calendars and decaters are used singly or in combination t o create specific surface effects.
Types of Raising:
- Heavy raising.
- Medium raising.
- Light raising.
Photo: Raising Machine.
6.2.2. Singeing Machine:
Singeing:
Singeing is the process of burning off the fibre hairs protecting through the fabric surface. In a gas singeing machine this burning is carried out by passing fabric against hot flames under specified conditions.
Objective of Singeing:
- Smoother surface by removing hairiness.
- To ensure uniform optical reflectance throughout the fabric surface in subsequent fabric wet process.
Materials/Chemicals:
- Steam.
- Compressed Air.
- Water.
- Natural Gas.
Machine Set UP:
Set Up Parameters | Range | Set Value |
Speed (m/min) | 0-120 | 55-60 for cotton fabric, 70 for PC/CVC |
Potentiometer setting for burner auto mode (RPM) | 0-150 | 80-90 for cotton fabric, 60-70 for PC/CVC fabric. |
Burners in use | 1-2 | 2 |
Burner Operation mode | Auto/Manual | Auto |
Flame height (cm) | 1-8 | 6 for white and light shade fabric 6.5 for medium and dark shade fabric |
| Flame intensity | Low/Normal/High | Low-Not used, Medium-for white and light shade fabric, High- for medium and dark shade fabric. |
6.2.3. Mercerizing Machine:
Mercerizing:
Mercerizing is a physio-chemical process in which cotton (or blends with cotton) fabric is treated with a concentrated solution of caustic alkali and subsequently stretched and washed under specified conditions.
Objective Mercerizing:
- Increase lusture and strength of fabric.
- Improve the dimensional stability and the dye absorbency of the fabric.
Key Accessories:
- Sewing Machine.
- Sewing thread.
- Bume meter.
- Mixing tank.
- Reserve tank.
- Chiller.
- Scissors.
Materials/Chemical used:
Chemicals | Concentration | Use |
Sodium Hydroxide | 28Be’ (Bume’) 267.4 gm/l [@15C]. | Main chemical of mercerizing process. |
Mercerizing Oil (e.g. Mercirol QW LF) | 4-6 gm/l | Wetting agent that helps the rapid absorption of NaoH by the fabric. |
Acetic Acid | 0.5-1 gm/l | Used during the washing after mercerizing to neutralize the fabric. |
Machine Set Up:
Mercerizing Machine | |||||
Set Up Parameters | Range | Set Value | |||
Speed (m/Min) | 12-15 | 12 | |||
Temperature of Caustic chamber () | 15-20 | 16-20 | |||
Temperature of stabilizing zone | Chamber 1 (C) | 90-95 | 90 | ||
Chamber 2 (C) | 60-70 | 70 | |||
7-9 | Same | ||||
Reserve chemical caustic (L) | 2000 | 2000 | |||
Air pressure | 2-4 | 2-3.5 for all cotton, TC and CVC. | |||
Washing Machine | |||||
Speed | 10-20 | 15 | |||
Temperature for hot water Tank (C) | 60-70 | 70 | |||
6.2.4. Hydro Extractor Machine:
Removing water by centrifugal force.
Key Accessories:
- Loading and unloading trolley.
- Scissors for cutting samples and rolls.
- Batch stickers for group identification.
Machine Specification:
Set Up Parameters | Range |
Machine Capacity | 120 kg. |
Run time | 5-7 min. |
Extraction water | 60%. |
RPM | 1470. |
6.2.5. Dewatering Machine:
Removed water by padding and squeezing system.
Key Accessories:
- Expander.
- Measuring Tape.
- Scissors.
- Sewing Machine.
- Bucket.
- Papers.
- Electronic measuring balance.
- Trolley.
Materials/Chemical used:
Type of Fabric | Chemical |
TC Fabric |
|
100% Cotton Fabric (Soft) |
|
100% Cotton Fabric (Cross Linking) |
|
CVC Fabric |
|
CVC Fabric (Soft) |
|
Water Repellent Fabric |
|
Calculation of Solution:
Solution amount =Total weight of fabric × Pick up percentage (%) + Trough Content + 3% (wastage).
Machine Set Up:
Machine Parameter | Set Up Value |
Padder pressure | 2-7 bar (depends on the pick up of fabric). |
Pressure of Counter Weight for second roller Compacting system | 2-6 bar. |
Width of Expander | 40-140 (depends on the required width of fabric. |
Over Feed | 0-10% (based on the fabric requirement). |
Machine Speed | 1-10 knob set points which bear variable speed (depends on the fabric and process. |
6.2.6. Slitter Machine:
To open the tube fabric.
Key Accessories:
- Scissors.
- Sewing Machine.
- Sewing Thread.
- Trolley.
- Cutting Blade.
- Measuring Tape.
Machine Specification:
Machine Parameter | Set Up Value |
Blade RPM | 2900. |
Sensor | Laser operated. |
Basket | Centering the fabric. |
Blade dia | 18 cm. |
Fabric Speed | 60m/min. |
6.2.7. Ruckh Dryer:
Drying: Drying is defined as a process where the liquid portion of the solution is evaporated from the fabric. In Relax dryer machine in BKL containing 2 Gas burner, 2 Chamber, 8 Blower and 2 Conveyer net.
Curing: Curing is a repetitive during process to cure the cross linking agent.
Acessories:
- Measuring tape.
- Die-cutter.
- Electronic Balance.
- Expander.
- Scissors.
- Trolley.
Machine Setting:
Machine Parameter | Set Up Value |
Temperature Setting | (100-120) for white shade, (120-130) for light shade, (130-140) for dark shade, (150-170) for curing. |
Blower Fan Setting | Auto |
Exhaust Fan Setting | Auto |
Machine Speed | 3-35 m/min (depends on quality). |
Over Feed | 0-40% (depends on construction). |
Width of Expander Setting | 45-114 cm (depends on the required width of fabrics). |
Burner Gas Pressure | 10-15 M/Bar. |
6.2.8. Stenter Machine:
Stenter can be defined as finishing process in which the open width from of the fabric is treated to set up the required width, weight and fabric texture as per customer’s specification. These requirements from the customer are achieved by a single process (i.e. chemical application, overfeeding, compaction, drying-curing and setting of width and yield).
In BKL Stenter machine containing 2 chemical tank, 2 squeezing roller, 7 chamber, 14 burner, 2 exhaust fan, 7 blower, 1 cooling chamber and total length of the machine is 22m.
Heat Setting:
The purpose of heat setting is to dimensionally stabilize fabrics containing thermoplastic fibers. Polyester and nylon are the principal fibers involved. Blended polyester/cotton fabrics are produced in large quantities. These fabrics may shrink, or otherwise become distorted either during wet processing or in the consumer’s hands. Heat setting is a way of reducing or eliminating these undesirable properties. The process is relatively simple – pass the fabric through a heating zone for a time and at a temperature that resets the thermoplastic fiber’s morphology memory. The new memory relieves the stresses and strains imparted to the fiber by the yarn- making and weaving processes, and makes stable the configuration it finds itself in flat smooth fabric. This newly imparted memory allows the fiber to resist fabric distorting forces and provides a way to recover from them. The time and temperature needed for the heat treatment depend on fabric density and previous heat history of the polyester. Time and temperature must exceed that imparted by previous heat treatments. Usually 15 – 90 seconds at temperatures of 385 – 4150 F. will suffice. The heat setting equipment can be hot air in a tenter frame, or surface contact heat from hot cans. While the process is simple, careful control is required.
Key Accessories:
- Papers.
- Buckets.
- Sewing Machine.
- Measuring Balance.
- Measuring Tape.
- Scissors.
- Trolley.
Materials/Chemicals Used:
Type of Fabric | Chemical |
TC Fabric |
|
100% Cotton Fabric (Soft) |
|
100% Cotton Fabric (Cross Shrinking) |
|
CVC Fabric (Medium Touch) |
|
CVC Fabric (Soft) |
|
Water Repellent Fabric |
|
Machine Set Up:
Machine Parameter | Set Up Value |
Padder Pressure | 2 to 8 Bar (depends on the pick up requirement of the fabric). |
Temperature Setting | 90-180C (according to the shade, quality and process of fabric). |
Blower Fan Setting | Low or high (according to the quality of fabric). |
Exhaust Fan Setting | Manual. |
Width of Machine Chain Setting | 110 cm up to 260 cm (according to the required fabric width of fabric). |
Over Feed | 60% (as per the required weight of fabric). |
Burner Gas Pressure | 30-50 m/bar. |
Machine Speed | 60 up to 60 m/min (according to the quality of fabric). |
Light Weight (100-140) gm/ | 14-18 m/min |
Heavy Weight (190-250) gm/ | 10-150m/min |
6.2.9. Compactor Machine:
The compactor machine is a tubular fabric shrinkage control machine which can compact the fabric in length wise direction, to provide over feed to the fabric while processing in presence of steam, and able to control the shrinkage. In other words, this is a process of compacting the fabric in length ways direction.
Objective of Compacting:
- Upgrade the fabric hand feel and import a smooth, silky touch to the fabric.
- Compress the fabric and reduce its thickness.
- Improve the opacity of the fabric.
- Import different degree of luster to the fabric.
- Reduce the yarn slippage.
Machine Parameter | Set Up Value |
Steam Pressure | 2 bar. |
Air Pressure | 4 bar. |
Temperature | 100-120C. |
Machine Speed | 15-50 m/min |
Over Feed | 35 m/min |
7. Quality Assurance System:
The Quality Assurance Department is assigned to maintain consistently uniform quality of the material in process and various stages of its manufacturing.
7.1. Objectives of Quality Control:
- Research.
- Selection of raw materials.
- Process control.
- Process development.
- Product testing.
- Specification test.
7.2. Quality Assurance at Different Section:
Beximco Knitting Ltd. assures the quality of the products of dyeing section in the following three steps:
- In Laboratory.
- In Dyeing Section &
- In Finishing Section.
7.3. Procedure of Different Section:
In laboratory:
- Swatch card from buyer according to their requirement.
- Recipe prediction for sample dyeing.
- Sample dyeing until matching with swatch card.
- Fastness & other tests of the fabric or yarn are done here.
In Dyeing Section:
- According to the buyer’s sample, sample dyeing is done in sample dyeing machine in dyeing shed & again matched with the approved sample.
- If result is OK, then bulk production.
- During dyeing, samples are taken until accurate shade matching. The interval may be 30-40 minutes.
- After dyeing sample is collected after softening matching is done.
- Last of all, sample is collected after fixation & matched.
- Then allowed the fabrics to be finished.
In Finishing Section:
- By using a series of finishing machines correct width, softness & appearance are maintained according to requirements.
- Then sampling is done for several times to test GSM, Shrinkage & fastness properties.
- Finally fabric is inspected & prepared for delivery.
7.4. Certification of BKL:
- HOHENSTEIN
Hoihenstein Institute
GmbH and co. KG
- Oeko-Tex
Standard 100.
Certified-24.02.2009.
Expire Until-28.02.2010.
7.5. Quality Standard in BKL:
Beximco Knitting Ltd. (BKL) Follows the below mention quality standard:
- Dimensional Stability: BS EN 26330:1994 4A.
- Color Fastness to Washing: BS EN ISO 105-C06:1997.
- Color Fastness to Cold Water: BS EN ISO 105-E01:1995.
- Color Fastness to Rubbing: BS EN ISO×12:1995.
- Color Fastness to perspiration: BS EN ISO 105-E04:1990.
- Pilling Test: BS 5811-11,000.
- Light Fastness Test: ISO 105-B02:1988.
- Water repellency Test: Spray test AATCC 22-1985.
- Inspection: Four-Point System.
7.6. Different Quality Tests Methods in BKL:
Different types of fastness tests of the dyed fabric are done in quality control department of the Beximco Knitting Ltd. Different types of method (Standard or buyers recommended) are followed for different types of tests. There are two types of tests are done in Quality Assurance department. They are-
- On line Test Method.
- Offline Test Method.
- Pilot Side.
7.6.1. Online Test Method:
Online test methods are very important for knit dyeing section. In BKL online quality control included Running shade of process and final shade of the process.
Verivide Light Box:
For shade matching of the fabric generally Verivide light box is used. Light box containing there are four types of light source are use. The light sources are use according to buyer’s requirements. The light sources are described as below:
- Artificial daylight D65.
- TL 84.
- F (Filament).
- UVB.
7.6.2. Offline Test Method:
Off line test methods generally included physical test of the QC. Brief descriptions of off line quality control are described as below:
GSM:
First of al cut the GSM cutter, then weight the cut fabric using of electronic balance. Finally found the GSM of the fabric.
Width/Dia Check:
Using measuring tape to measure the width/dia the fabric.
Crocking/Rubbing Fastness:
Sample:
- Dyed fabric -15 cm x 5 cm.
- White Test Cloth -5 cm x 5 cm.
Procedure:
- White test cloth is put on to the grating and stag by steel wire.
- The sample is run twenty times manually for ten seconds. And the rubbing fastness of the sample cloth and degree of staining is accessed.
- For rubbing fastness (Wet), the rubbing cloth is placed in the water and socked and squeeze. The wet rubbing cloth is placed on to the grating and stag with stainless steel wire and run ten times manually then assesses the attaining on to the rubbing cloth and the rubbing fastness of the sample cloth is accessed.
Results: Change of shade of the sample is measured with grey scale and degree of staining of the white test cloth is measured by Staining Scale.
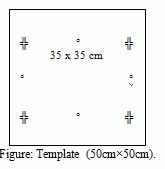
Dimensional Stability (Shrinkage and Spirality):
Sample:
Two piece of 50 cm x 50 cm fabric is taken for test.
Procedure:
- Conditioning: Put the sample in the table for 4 hours for conditioning before starting test.
- Cut the sample 50 x 50 cm & benchmark should be 35 x 35 cm. Stitch the sample (3 sides) by over lock sewing machine.
- Put sample in washing machine and run according to buyer’s choice.
- Drying: All Buyers’ requirement is tumble Dry except ECHO SCOURING is flat dry.
Shrinkage Test Calculation:
Shrinkage%=
Spirality Test Calculation:
S=
Spirality=
Where,
S1=The right side distance of the specimen from the stitch line wash.
S2=The left side distance of the specimen from the stitch line after wash.
L=Length before wash.
Color Fastness:
The “color fastness” of a colored textile is defined as its resistance to these changes when subjected to particulars of conditions. It follows that color fastness must be specified in terms of these changes and expressed in terms to the magnitude.
Required Materials:
- Sample size 40 x 100 mm.
- Multifiber at 40 x 100 mm.
- ECE detergent (WOB)-4g/L.
- Sodium Perborate (Na2BO3.H2O2-1g/L)-1g/L.
- Distilled water.
- Normal cold water.
- Steel balls.
Procedure:
- Cut sample & multifiber at 40 x 100 mm.
- 50 ml ECE detergent (WOB) & 50 ml Sodium per borate is taken with the sample. For marks & Spencer, the solution is taken by the following formula: (Sample fabric + Multifibre weight) x 50 ml.
- The sample is kept in 600C for 30 minutes in Rota Wash Machine.
- Rinse the sample twice with cold water.
- Dry at 600C by hanging or by Flat iron precision but temperature should be more than 1500C.
Results: Dry the specimen and the change of shade & degree of staining is measured by Grey Scale & Staining Scale.
WPI and CPI:
Using counting glass methods measure the WPI and CPI.
7.6.3. Pilot Side:
Procedure of Pilot Side:
- Merchandiser send lab-dip requisition form lab.
- Where attached color standard swatch and mentioned fabric quality, light source, submit date.
- First time we saw the color standard. Then collect dyes combination from dye house. After than we find our color reference from register book or recipe card available. Then we r open our first recipe. Trail will continue whenever color not matched against standard swatch.
- When color ok we submit it to the buyer.
- If color is ok buyer give us approval. If color not ok they give us comment for that again we start those color for second submit.
- Finally approval firstly sample dyeing then bulk dyeing.
Calculation for Lab Deep:
Recipe Calculation Formula:
Dye=
Or, Required Solution=
Where,
W = weight of fabric, yarn, or fibre.
P = shade percentage.
C = concentration of stock solution.
CC = cubic centimeter.
For Auxiliaries (chemicals) the Formula is as below:
Required Amount of Solution (mls) =
For addition of auxiliaries in solids form such as salt the formula is:
Salt in g/l=
Conversion formula from percentage to g/l is as below:
g/l = Required amount (%) × 10 .
If alkali conc. Is given in be then the formula to calculate this in g/l is as follows:
Required amount of Solution (mls) =
Or,
Or, Required alkali solution in c.c. =
Required alkali solustion in c.c. =
Self Shade: Self shade means to know about the single color tone. The color tones classify three ways like, Lighter (1%), Medium (4%), and Higher/Darker (6%). Used for to understand the proper combination.
7.7. List of the Machine in QC in BKL:
Name of the Machine | Manufacturer | Model | Manufacturing Year | Specification | Quantity |
Ahiba Sample Dyeing Machine | Datacolor (USA) | Spectra dye | 1999 | 24 Beakers Infrared Heaters | 01 |
Ahiba Sample Dyeing Machine | Datacolor (USA) | Nuance topspeed | 1995 | 12 Beakers Infrared Heaters | 01 |
Sample Dryer Machine | James H. Heal & Co. (England) | Electra Tumble Dryer | 1995 | 01 | |
Washing Machine | James H. Heal & Co. (England) | Electrolux Washcator | 1995 | 01 | |
Sample Dyeing Machine (AG) | Qayyum Textiles (Pakistan) | 1999 | 8 Beakers | 01 | |
Crocometer (Rubbing Fastnass) | James H. Heal & Co. (England) | 1995 | 01 | ||
Pilling Tester | James H. Heal & Co. (England) | 1995 | 01 | ||
Water Fastness Tester | James H. Heal & Co. (England) | Carbolite Water Fastness Tester | 1995 | 01 | |
GSM Tester | James H. Heal & Co. (England) | 1995 | 01 | ||
Twist Tester | James H. Heal & Co. (England) | 1995 | 01 | ||
Color Matching Light Box | Verivide, Leslie Hasble Ltd. (England) | CAC 150 & CAC 120 | 1995 | 03 |
7.8. Grey Inspection:
Grey inspection of knitted fabric because of that faulty fabric problem occur in the next step like dyeing or finishing Grey fabric inspection is performed according to 4-point system.
7.8.1. List of the Machine in Grey Inspection in BKL:
Name of the Machine | Manufacturer | Model | Manufacturing Year | Specification | Quantity |
Grey Inspection Machine | Calator (Sweden) | AS-1202 | 1994 | Working width= 12mm Speed = 0-60 m/min | 02 |
7.8.2. Fault Identified in Grey Inspection:
Serial Number | Fault Description | Code |
01 | Holes | H |
02 | Oil Stain | OS |
03 | Chem Stain | CS |
04 | Rust Stain | RS |
05 | Grease Stain | GS |
06 | Missing Yarn | MS |
07 | Drop Stitch | DS |
08 | Dirt Stain | D |
09 | Needle Line | NL |
10 | Uneven Tension | UT |
11 | Stripes | S |
12 | Oil Line | OL |
13 | Thick and Thin | TT |
14 | Slubs | S |
15 | Sinker Mark | SM |
16 | Fly Contamination | YC |
17 | Birds Eye | BE |
18 | Wrong Design | WD |
19 | Pin Holes | PH |
20 | Barrie Mark | BR |
7.9. Final Inspection:
The inspection of fabric is a procedure by which the defects of fabric are identified and fabric is classified according to degree or intensity of defects. The fabric inspection is done for both grey and finished fabric.
7.9.1. List of Machine in Final Inspection:
Name of the Machine | Manufacturer | Model | Manufacturing Year | Specification | Quantity |
Inspection Machine Finished Fabric | Nazer (Pakistan) | 1998 | 02 |
7.9.2. Fault Identified in Final Inspection:
Serial Number | Fault Description | Code | Long Description |
01 | Band Line | BL | Finishing & Dyeing Faults |
02 | Barrie Mark | BR | Knitting Fault |
03 | Bowing | BW | Knitting & Finishing Fault |
04 | Color Bleeding | CB | Dyeing Fault |
05 | Compactor Crease | CC | Finishing Fault |
06 | Color Fastness Not Ok | CF | Dyeing & Finishing Fault |
07 | Crample Mark | CM | Dyeing Fault |
08 | Crease Mark | CR | Dyeing & Finishing Fault |
09 | Chemical Stain | CS | Dyeing & Finishing Fault |
10 | Dirt Spot | D | Knitting, Dyeing & Finishing |
11 | Dead Cotton | DC | Spinning Fault |
12 | Dyeing Crease | DCR | Dyeing Fault |
13 | Dye Migration | DG | Dyeing Fault |
14 | Dyed Yarn Mix | DM | Knitting Fault |
15 | Dye Stain | DS | Dyeing Fault |
16 | Edge Line | EL | Knitting Fault |
17 | Expander Line | EX | Dyeing & Finishing Fault |
18 | Foam Spot | FS | Dyeing & Finishing Fault |
19 | Fly Yarn | FY | Spinning & Knitting Fault |
20 | Grey Line | GL | Knitting Fault |
21 | Hand Feel Not Ok | HF | Finishing |
22 | Hole | HL | Knitting, Dyeing & Finishing |
23 | Hairy | HR | Spinning |
24 | Heat Set Line | HS | Finishing |
25 | Insect Spots | IS | Finishing |
26 | Lycra Missing | LM | Knitting |
27 | Machine Stoppage | MS | Dyeing & Finishing |
28 | M2M Variation | MV | Dyeing |
29 | Mixed Yarn | MY | Knitting |
30 | Needle Line | NL | Knitting |
31 | Neps | NP | Spinning |
32 | Oil Line | OL | Knitting |
33 | Oil Stain | OS | Knitting |
34 | Patches | P | Dyeing |
35 | Pin Hole | PH | Knitting |
36 | Padder Spots | PS | Finishing |
37 | Rub Mark | RM | Dyeing & Finishing |
38 | Rust Stain | RS | Dyeing |
39 | R2R Variation | RV | Dyeing |
40 | Slub | SB | Spinning |
41 | Shade Not Ok | SH | Dyeing |
42 | Shrinkage Not Ok | SK | Finishing |
43 | Singing Line | SL | Preparation & Finishing |
44 | Sinker Mark | SM | Knitting |
45 | Snakes | SN | Finishing |
46 | Slanting | SN | Finishing |
47 | Stripe | SP | Knitting |
48 | Softener Spots | SS | Dyeing & Finishing |
49 | Strength Not Ok | ST | Spinning & Dyeing |
50 | Spirality Not Ok | SY | Finishing |
51 | Thick & Thin | TT | Spinning |
52 | Uneven Shade | US | Dyeing |
53 | Wrong Design | WD | Knitting |
54 | Width Less | WL | Knitting & Finishing |
55 | Wet Problem | WP | Finishing |
56 | White Speaks | WS | Spinning & Knitting |
57 | Water Spots | WT | Dyeing |
58 | Yarn Contamination | YC | Spinning |
59 | Yellowish | YL | Dyeing & Finishing |
60 | Yellow Spot | YS | Dyeing & Finishing |
7.10. Four-Point System:
Size of Defects | Penalty |
3 inches or less | 1 points |
Over 3, but not over 6 | 2 points |
Over 6, but not over 9 | 3 points |
Over 9 inches | 4 points |
To make the fabric inspection report the following parameter is consider in Beximco Knitting Ltd.:
Acceptance Calculation:
Factory: Roll Yardage (A)
Total points Found (B)
Formula= (Points per 100 Yard.
Classification:
<40 PTS=A.
41-60 PTS=B
61-80 PTS=C
80 above=Reject.
8. Inventory:
Inventory is planning and execution involves participation by most of the fundamental segment of business sales, production, purchase, finance and accounting. Inventory is a wider sense is defined as any idle resource of an enterprise how ever it is semi-finished packing spares and other stocked in order to meet an expected demand or distribution. In BKL have one Chemical store, two yarn store and one fabric store.
8.1. Objective of Inventory Control:
Financial Activities:
- To save amount of investment.
- To know the cash position.
Property Protection:
- Preventable waste.
- Insurable damage.
- Unauthorized use.
Operating:
- To obtain the best overall balance between production and inventory carrying cost.
- To minimize losses.
- To avoid stock out and to keep inventory holding costs in costs in balance.
8.2. Inventory System:
For Raw Materials:
In this factory, Padma Poly Cotton Knit Fabrics Limited, raw materials are yarn of different type, different count and of different spinning mills of home and abroad. As according to knitting section demand yarn is either imported or bought from spinning mills and they are kept in the store for raw materials in accordance with type and count. As like as polyester, cotton, lycra are kept separately and also to their count variation. Inventory office keeps record of this raw materials amount, their usage and storage.
For Spares Parts:
Different spares parts of knitting machines and other equipments are kept in store as inventory so that there are no time and money losses while it is being used. Here is the list of spare parts as inventory:
Serial Number | Name | Serial Number | Name |
01 | Needle detector | 13 | Inverter |
02 | Fan | 14 | Yarn Guide feeder |
03 | Air gun | 15 | Oil Nozzle |
04 | MPF belt tensioning device | 16 | Cam box |
05 | Air nozzle | 17 | Magnet |
06 | Fabric spreader | 18 | VDQ pulley |
07 | Fabric light | 19 | Fan broker |
08 | Compressor line and pipe | 20 | Oil Meter cover |
09 | Air blower | 21 | Oil Uniwave |
10 | Memminger | 22 | Air meter cover |
11 | Oil Tank | 23 | Knot catcher |
12 | Fabric roller | 24 | Feeder ring bolt |
For Finished Goods:
Finished goods in this mill are the readymade garments. All garments are being ready in the cartoon according to the piece numbers as buyers choose. Cartoons are kept prepared one upon another for dispatch. Total no. of cartoons is maintained by the inventory office for finished goods. And at last, they are sent to dispatch after counting.
For Others:
Out of above types there are inventory systems for semi-finished goods like as dyed fabrics, garments pattern pieces, markers, sewed goods, scrap, surplus, absolute items, garments labels, packages etc. These goods are maintained by the respective inventory control office different departments this knit-composite mill.
9. Maintenance:
Maintenance of machineries is very important for any type of industries and it is a must for a knit composite mill. All machines and machines parts of knitting, dyeing and garments are maintained with extreme care. Because production quality and quantity, both depends on the maintenance with regularity. Beximco Knitting Ltd. lead maintenance with a troop of skilled mechanical fitters. There are two types of maintenance department found in Beximco Knitting Ltd. such as:
- Mechanical Department.
- Electrical Department.
9.1. Maintenance Machinery:
In the knitting floor of BKL all circular machine are maintained regularly and as necessity requirements. Here, different type of maintenance of machinery, which is taken, different time on the machineries.
9.1.1. Maintenance Tools/Equipments and their Functions:
| Maintenance Tools/Equipments | Functions |
| 1. Adjustable wrench | Used for setting nut & bolts. |
| 2. Air suctioner | For cleaning machine. |
| 3.Spanner | Fixed Spanner for nut & bolts fitting. |
| 4.Socket spanner | Handle system for nut & bolt fitting. |
| 5. Hammer | To apply load where required. |
| 6. Screw driver | To release any screw. |
| 7. Punch | Used to fit any worn out shaft. |
| 8. Lock opener | To open the clip of bearing. |
| 9. Hack saw | To cut any metallic thing |
| 10. Outside calipers | To measure outside dia. |
| 11. Inside calipers | To measure inside dia. |
| 12. Cutting pliers | To cut thin wires. |
| 13. Pulley key | To loosen pulleys. |
| 14. Chain ton | To lift heavy load. |
| 15. Welding machine | To join metallic parts. |
| 16. Grinding machine | To make the smooth fabrics. |
| 17. Tester | To test electric circuit. |
| 18. Pliers | To grip anything & cut anything. |
| 19. Star driver | Screw unlocking. |
| 20. Steel tape | To measure length, width & height. |
| 21. Chisel | To cut any metal. |
| 22. L-key | For loosen & tighten the screw. |
| 23. File | To smooth the rough surface. |
9.1.2. Important Different Types of Tools:
9.2. Routine of Maintenance:
- Daily Maintenance: Every machine is taken maintenance daily by the operators during production. When the operator starts a production after handing over from previous shift operator, he takes a routine maintenance on the machine. He cleans the machine, assures yarn is fed to all needles, cleans the eye pot of feeder, memminger, signal lamp sensor etc. Before a while of a roll cut from batch or cloth roller, operator cleans needles, cylinder base plate etc. All around of the machine are kept neat and clean as if there is no dirt with yarn in the fabric.
- Schedule/Routine Maintenance: Every machine has a schedule of maintenance of 10 or 15 days. According to date, schedule maintenance is taken on the machines. Operators are informed about the time of maintenance. After pre-estimated production, they hand over the machine to the fitters. Thus, fitters assure all machines are OK. For any time.
- Break Down Maintenance: When product quality hampered and to complete production in due time break down maintenance is taken. There are many faults seen in the fabric during production due to needle, sinker, take down roller etc. Then operators inform the mechanical fitters and they fix it.
- Restorative Maintenance: Restorative maintenance is taken for design change or new design development. According to advice or order of production officer, a machine is fixed for new design and mechanical fitters rearrange cam and needle system. Planned and preventive maintenance are not taken on the machineries in this mill.
9.3. Maintenance Procedure:
- For there is any mechanical fault of machine, which is responsible for production hamper, operator informs mechanical fitters in duty. Mechanical fitters come and observe the problem firstly, and then they begin to fix it.
- If mechanical fitters were unable to fix it, then they inform technical in-charge, he then comes in spot and fixes it.
- For there is any electrical problem of machine or serious founding mechanical problem, mechanical and electrical department are informed, they come and fix the problem. They commence at work after informing of knitting manager. There are two mechanical engineers in the department.
- For restorative maintenance, senior production officer orders mechanical fitters to fit required machine for cam and needle arrangement and other necessary requirements in case of new design development.
9.4. Maintenance Sequence of Circular Knitting Machine:
After opening & cleaning, machine is leveled by using leveling meter and follows the reverse process to ready the machine.
MPF/Positive feeder current line off.
↓
MPF belt out/loss.
↓
Yarn cut.
↓
Fabric out by handle.
↓
Cleaning and Oiling.
↓
Cam box out.
↓
Needle & sinker out.
↓
Needle & sinker cleaning by oil.
↓
Cam box cleaning by air.
9.5. Maintenance of Circular Knitting and Flat Bed Machine:
Lubrication:
Since the life of the machine and its correct working depend to a large extend adequate and proper lubrication. It is recommended that the instructions given in the lubrication charts be followed conscientiously. The Company can not be need responsible for faults that arise from wrong or inadequate lubrication.
Oiling Needles & Jacks:
Too much oil is preferable to too little. Dark vertical lines in the fabric originate not from excessive oiling b but from too mach friction between needle and jacks and the trick walls on account of lack of oil. Should dark vertical lines makes their appearance is recommended that the appropriates machine parts be flooded with oil. This will cause heavy soiling or ht fabrics but the trouble will disappear quickly correct quantity of oil then can be applied. The supply of oil should be reduced if light oil striper appears on the fabric.
The Cleaning of Needle & Jacks:
Thin oil is most suitable for this work, about one point heated to a temperature not exceeding 160ºF poured into the oiling position of the cylinder & dial cam races & in the heads of the needles while the machine is running. The fabric will found to be cleaned again after few yards have been knitted. How often cleaning is necessary will depend upon what kind of yarn is being used. Synthetic yarn cleaning is taken place at lest monthly, yarn with absorbent properties is being knitted at same time.
General Cleaning Schedule:
Long machine life, maximum output & trouble free running depend upon proper care and maintenance. A general overhaul should take place annually when single shifts are worked & correspondingly at more frequent interval. When extra shifts are worked. The overhaul involves removal of all cam section and removal of needles and jacks from their tricks, so tat the tricks should be thoroughly the cleaned. Before parts are replaced they should be adequately lubricated.
10. Sequence of operation in Garments Unit:
Merchandiser:
The initial stage of operation after buyer approval (sample).the merchandiser’s also submit the required price recognizing all the aspect for the garments and send to the buyer the unit cost of the garments with the samples. In this time they also estimate the lead time and made an agreement how the shipment will done and other things.
Marker Making:
According to the requisition, while all the materials came in to the SKFL’s store room then this Department starts their work. For marker making they use two different computer software systems, i.e. Investronica(with automatic plotter and digitizer) and Gerber(with automaticplotter and digitizer) The efficiency of the marker making fully depends on the planning. Usually it varies from 80-85%. If the attachment is less then efficiency rises up to 90%. Planning done by Gerber the data can also input into the cutting machine by computer floppy diskette.
Cutting:
According to the marker SKFL use four cutting machines. Where one is fully automated run by computer instruction and others are manually operated. Before cutting the fabric are spread into the cutting bed by spreader machine. Two machines are employed for this purpose.
Fusing:
In the fusing section four fusing machine are use to join interlining. And also Collar, Cuff and Tapes are separated here also.
Sewing:
After cutting the individual parts, they are sending to the sewing Department. In the sewing Department total 38 teams are working and each group is working on different buyers. End of every line there is an inspection table and for every three line there is a QAD supervisor to ensure the quality of the product.
Finishing:
After sewing completed products are send to the finishing Department they ensure the product’s quality and match with the buyer requirements. In total four qualities cheek is done by the QAD and last cheek is done afar the finishing.
Store & Delivery:
After the QAD approval the products are packed and send to the store and then they are ready to deliver to the buyer.
Sample Department:
This Department is work to submit the samples according to the buyer’s requirements for approval. They also maintain the previous approved samples for display.
Training Department:
An individual Department is work here to develop the worker’s performance and other aspects of the organization.
Printing and Embroidery Department:
Beximco has a screen printing Department. Where two fully automated machines and an automated curing machine is working. Here the graphics design unit, table printing unit screen developing unit and color preparing unit also available. They only print the buyers given design and not done any own created design for printing. In Beximco has also modern machinery decorated Embroidery section and produces more decorative design and construction.
Distribution Unit:
This Department is supply the garment’s trimmings, equipments for the garments machines if need and also do the maintenance program and record the necessary floor work’s information’s.
11.1. Costing:
Costing is a process by which the setting price of a product is calculated. It is a very important task for a factory, which runs for business purposes. And it is also strictly followed in the NCL. Costing of the products considering the raw materials expenditure, salary and wages of officers and workers, distributions and advertisement expenses etc. all direct and indirect expenses is done in this factory. It is determined by a troop of accountants with advice and consultancy of executive director.
11.1.1. Price of the Product:
Generally price of product is determined by the required profit adding to the total expenses.
So, Price of products= (Direct expenses + Indirect expenses + Factory Overhead) + Required profit.
11.1.2. Price Quotation of Knitting:
Serial Number | Fabric Type | Price (Taka) |
01 | Single Jersey 24GG | 8.00 |
02 | Single Jersey 28GG | 11.00 |
03 | H/J (Single Ply) | 10.00 |
04 | H/J (Two Ply) | 15.00 |
05 | H/J (Fleece Setting) | 20.00 |
06 | Pique | 15.00 |
07 | 1/1 Rib | 14.00 |
08 | 2/1 Rib | 24.00 |
09 | 2/2 Rib | 28.00 |
10 | 1/1 Lycra Rib (Half Feeder) | 22.00 |
11 | 1/1 Lycra Rib (Full Feeder) | 35.00 |
12 | 2/2 Lycra Rib | 32.00 |
13 | Plain Interlock | 17.00 |
14 | Plain Interlock Lycra | 35.00 |
15 | Auto Stripe Single Jersey | 105.00 |
16 | Auto Stripe Pique | 125.00 |
17 | Single Jersey Lycra Attachment (Half Feeder) | 22.00 |
18 | Single Jersey Lycra Attachment (Full Feeder) | 28.00 |
19 | Terry (Pollar Fleece) | 30.00 |
20 | Lycra Terry | 35.00 |
21 | Single Jersey (Yarn Dyed) | 20.00 |
22 | Pique (Yarn Dyed) | 25.00 |
23 | Multi Feeder Single Jersey | 60.00 |
24 | Multi Feeder Single Lacost | 70.00 |
25 | 2/2 Stripe Rib (Yarn Dyed) | 35.00 |
26 | Half Feeder Lycra Single Jersey (Yarn Dyed) | 32.00 |
27 | Full Feeder Lycra Single Jersey (Yarn Dyed) | 40.00 |
28 | Fleece | 18.00 |
29 | Bubble Knit | 10.00 |
30 | Pop Corn | 10.00 |
31 | Diamond | 15.00 |
32 | Piontal Jersey | 40.00 |
33 | Jacquard Design | 55.00 |
34 | Waffle | 17.00 |
35 | Thermal | 16.00 |
36 | Mesh | 18.00 |
11.1.3. Dyeing Charge of Different Fabrics:
Name of fabric process | Charge per kg (Tk) |
White with Enzyme | 45 |
White without Enzyme | 35 |
Avg. color with Enzyme | 85 |
Avg.color without Enzyme (Light& med.) | 75 |
Deep shed with Enzyme (Black) | 120 |
Deep shed without Enzyme (Black) | 95 |
Only wash (Tubular) | 25 |
Only wash (Open) | 45 |
Double dyeing (Face & Back) | 115 |
11.1.4. Finishing Charge of Different Fabrics:
Name of fabric process | Charge per kg(Tk) |
Slitting only | 5 |
Stenter only | 25 |
Compacting only | 15 |
Stenter + Compacting | 35 |
Stenter + Compacting+ wash | 50 |
Tube Compacting | 10 |
11.1.5. Costing of the Product:
Let price of yarn = $ 3.00/ kg.
Process loss of yarn for knitting (10%) = $0.30.
Knitting fabric cost = $3.30.
Cost of dyes & chemicals = $2.50.
Process loss for dyeing (12%) = $0.30.
Dyed fabric cost = $ 6.10.
Packing cost = $0.05.
Production cost of fabric = $6.15.
Fabric price (with 25% margin) = $7.79.
Fabric consumption/doz. = (Body length + Sleeve length +10) × Chest length × 2 × GSM × 12 /10000000.
Garments specification:
Body length =78 cm
Sleeve length =33 cm
Chest length =62 cm
GSM =210
Fabric consumption/ doz. = {(78+33) x62x2x210x12}/ 10000000.
= 3.469 kg.
Fabric consumption/doze (with 10% wastage) = 3.816 kg
Body fabric cost / doz. =$(7.79x 3.816) = $29.73.
Cost of collar& cuff/doz = $ 4.00.
Cost of Trims =$ 2.25.
Cost of Trims (with 5% Process loss) = $2.36.
Production Cost of Garments/ doz =$36.09.
Garments Price/doz (with 25% Profit) =$45.12.
Terms and Conditions:
- Payment will be made by L/C.
- To open L/C at the beginning of order.
- Acceptance should be given after 50% delivery.
- Must be given Utilization Document (UD).
11.2.Marketing:
Marketing activities are done in this mill, Beximco Knitting Ltd. by a skillful team of marketing officers under the Executive Director. Here are the details of marketing activities .
11.2.1. Buyer of Beximco Knitting:
Serial Number | Name of the Buyer |
01 | U. S. Polo |
02 | Zara |
03 | Enyce |
04 | S. Oliver |
05 | Yellow |
06 | S. S. Fashion |
07 | RiverIsland |
08 | Asmara |
09 | Charter House |
10 | PVH |
11 | Fiedding Group |
12 | Garage |
13 | Design Studio |
14 | Dule and Bear |
15 | Cilvan Klein |
16 | Rock Wear |
17 | Ecko Boys |
18 | Coogi/Kids |
19 | Hurley/Kids |
20 | Wall Mart |
21 | HNM |
22 | Young One |
23 | Black Label |
24 | Xoxo |
25 | Women Secret |
26 | K. Cole |
27 | TimberLand |
28 | Mother Care |
29 | Op Girls |
30 | Perry Ellis |
31 | Kmart |
32 | Cotton Group |
33 | Knit Horizon |
34 | X-Games |
35 | J. C. Penney |
11.2.2. Classification of Label:
BEXTEX have a small Label industry. They produce various types of decorative labels. Labels can be classified as follows;
- According to end use:
Main Label: it is used to describe various types of information’s like fiber composition of the garment/textile, logo of the company, name of the manufacturing country etc.
Size Label: it is used to describe the size of the garment/textile, e.g. small (S), medium (M), large (L), extra large (XL) etc,
Extra Label: This type of label is introduced recently they are attached at the placket or at the bottom part of the shirt or any other part.
Care Labels: It is used to describe care instructions or symbols like i.e. washing, bleaching, drying, ironing and/or dry washing etc.
Sticker Label: This type of labels is fancy items and is attached to various types of articles either to show the brand names and other details or enhance their customer acceptability.
- According to Fabric Construction: Plain or taffeta, Twill and Sateen. This is in fact the ground weave of the label. The ground weave of labels can be taffeta, twill or sateen. There are good reasons for using particular type weave.
- According to use of Colored Threads: Labels produced from only ground yarns (without inserting any additional colored yarns). Labels produced from ground as well as colored threads.
Coding of Label with Symbol:
Figure: Label Coding.
11.2.3. Package Size and Label:
Most common sizes are
- S =Small.
- M =Medium.
- L =Large.
- XL =Extra Large.
- XLL =Very Very Large.
11.2.4. Duties and Responsibilities of Marketing Officer:
- Executive director takes order from the buyer and gives order the marketing officer’s troops to produce a cost sheet.
- Marketing officers are known the amount and design of product.
- They collect the sample from the buyers and send to knitting and dyeing section.
- Knitting section adjusts the amount of total yarn and knitting conditions and dyeing sections adjust the amount of dyes and chemicals. They send a rough calculation to the marketing section.
- Marketing officers adjust the amount of garments accessories with the help of their own experiences and their knowledge. They also take help of garments in charge.
- Finally, they adjust their cost sheet after consulting with the Executive Director and copy several pieces of the cost sheet.
12. Utility Service:
Production and profit are closely related. In order to get quality final product it needs fresh raw materials as well as effective manpower and machinery in good condition. Utility in conjugation with the three M’s plays an important role to maximize the production as well as the profit.
12.1. Utility Ensures the Followings Activities:
Power supply (By Generator).
Water supply (By Pump), Hot water supply (by hot water tank).
Steam supply (By Boiler).
Compressed air (By A/C plant).
Exhaust air handling (By vacuum planning system).
Fuel & gas supply.
Workshop facility.
Civil work.
12.1.1. Electricity Supply:
Electricity has the most important element of the textile industry. BEXTEX Ltd. Ltd. has two Gas Turbine (generators) for power supply to ensure continuous operation and help to fulfill their target production. Total Beximco want electricity approximate 20MH. The two generators fulfill this demand continuously (about 11000 bolt of electricity produce). The turbine work in “Button Cycle System”. The turbines rotate about 149000 RPM.
Specification of Gas Turbine:
Model: Solar CEN TOUR-50 Cattalier.
Origin: USA.
Supplier: Switzerland.
Load Calculation for BKL:
There are two diesel generators for BKL and both are rent generator. The two generator capacity about 1100 Kw. And also BKL power found in Gas Turbine. The BKL need totally 1710.6 Amps electricity.
Serial Number | Name of Machineries | Nos. of Unit | Amps/Unit | Total Amps | Total Kw |
01 | Flat knitting Machine (KAUO-HENG, SP) | 17 | 1 | 17 | 2.992 |
02 | Flat Machine (Matsuya) | 48 | 1.2 | 57.6 | 31.92 |
03 | Flat Machine (Matsuya) | 2 | 0.5 | 1 | 0.55 |
04 | Stoll Machine | 2 | 1.2 | 2.4 | 1.33 |
05 | Circular Knitting (Chamber) | 30 | 6 | 180 | 99.76 |
06 | Circular Knitting (Terrot) | 6 | 11.7 | 70.2 | 38.9 |
07 | Circular Knitting (Bently) | 5 | 3.7 | 18.5 | 10.25 |
08 | Circular Knitting (Monarch) | 3 | 4 | 12 | 6.65 |
09 | Circular Knitting (Pailung) | 1 | 3.5 | 3.5 | 1.94 |
10 | Grey Inspection Machine (SP) | 2 | 5 | 10 | 1.76 |
11 | Turning Machine | 1 | 10.6 | 10.6 | 5.87 |
12 | Washing Machine | 1 | 3.5 | 3.5 | 1.96 |
13 | Merceriser Machine | 1 | 20 | 20 | 11.1 |
14 | Gas Singeing Machine | 1 | 20 | 20 | 11.1 |
15 | Dyeing Machine 140/2 (Eco-Soft) | 6 | 38 | 228 | 126.36 |
16 | Dyeing Machine 140/1 (Eco-Soft) | 1 | 20 | 20 | 11.1 |
17 | Dyeing Machine (Luft-Roto, 2 Tube) | 1 | 30 | 30 | 16.63 |
18 | Dyeing Machine (Luft-Roto, 3 Tube) | 1 | 40 | 40 | 22.17 |
19 | Dyeing Machine (Mini Soft) | 1 | 3.5 | 3.5 | 1.94 |
20 | Dyeing Machine (2-Tube) | 1 | 18 | 18 | 10 |
21 | Dyeing Machine (3-Tube) | 2 | 35 | 70 | 38.8 |
22 | Sample Dyeing (Local) | 5 | 2 | 10 | 5.5 |
23 | Sample Dyeing (Thies) | 1 | 12 | 12 | 6.65 |
24 | Collar and Cuff Machine | 1 | 2 | 2 | 1.11 |
25 | De water Machine | 1 | 3.5 | 3.5 | 1.94 |
26 | Ruckh Dryer Machine | 1 | 200 | 200 | 110.85 |
27 | Stenter Machine | 1 | 175 | 175 | 97 |
28 | Santex Dryer Machine | 1 | 70 | 70 | 38.8 |
29 | Tube Compactor Machine | 1 | 20 | 20 | 11.1 |
30 | Open Compactor Machine | 1 | 25 | 25 | 13.86 |
31 | Hydro Extractor Machine | 2 | 12 | 24 | 13.3 |
32 | Slitter Machine | 1 | 4 | 4 | 2.2 |
33 | Final Inspection Machine | 2 | 2 | 4 | 2.2 |
34 | Air Compressor (Atlas copco) | 1 | 68.7 | 68.7 | 38.1 |
35 | Air Compressor (Ingresollrand) | 3 | 38.2 | 114.6 | 63.51 |
36 | Dryer (Atlas Copco, SP) | 1 | 8.8 | 8.8 | 4.88 |
37 | Dryer (Ingresollrand) | 3 | 4.4 | 13.2 | 7.31 |
38 | QC lab | 1 | 20 | 20 | 11.1 |
39 | Lighting and AC | 100 | 100 | 55.42 | |
Total | 1710.6 | 937.932 | |||
12.1.2. Water Supply:
There are two deep tubes well for supplying water in the factory. This unit collects water from the under ground and here for hardness testing common test i.e. shop testis followed. For dyeing section 05 PPM is maintain. This collecting water is reserve in reserve tank and then supply everywhere in the factory. On the other hand, there is water treatment plant use to oxidize water before supply. There are two water conditioners in this factory.
12.1.3. Steam Supply:
In this factory, there is a boiler use to supply steam for different operation where it is necessary.
Specification of Boiler:
- Number of Boiler: 07.
- Types of Boiler:
Smoke Tube Boiler (quantity-4).
Model-Thermex,
Origin-India,
Capacity-10 ton per hour at 10 bar.
Exhaust Gas Boiler (quantity-1),
Capacity-2 ton per hour at 10 bar.
Turbine Exhaust Boiler (quanity-2),
Capacity-16 ton per hour at 10 bar.
12.1.4. Air Compressor:
The compressed air is supplied from air compressor. The air compressor is very important for knitting machine.
Specification of Air Compressor:
- Number of Air Compressor: 18.
- Types of Air Compressor:
Oil Free Air Compressor (quantity-6).
Model-Atlas Copco,
Origin-India.
Capacity-774l/sec, 46 m3/min at 10 bar.
Oil Injected Air Compressor (quantity-12).
Model-Kovelco Oil Injected Air Compressor,
Origin-Japan.
Capacity-13 m3/min at 10 bar.
12.1.5. Gas:
The source of gas is government agency. BEXTEX Ltd. natural gas from Titas Gas Transmission Company. Gas is required mainly for generation of electricity, boiler to produce steam, the burners of heat setting machine. The pressure of natural gas about 10 bar.
12.1.6. Workshop:
In BEXTEX Ltd. have well defined modern machinery decorated a workshop. If any metal parts are destroy or losses then workshop are made at emergency notice. I think it is very important for continuous production.
12.2. ETP:
ETP means Effluent Treatment Plant. BEXTEX Ltd. has more modernized Effluent Treatment Plant. This company is very committed to preserve a healthy and pollution-free environment. The ETP is running totally chemical process. The main treatment chemicals are:
- Ferus Sulphate-dye stuff removes.
- Lime-add oxygen in waste water and also solution goes to Alkali medium.
- Poly Electrolyte-to accumulate sludge.
- Sulphuric Acid-Control.
12.2.1. Specification Instrument of ETP in BEXTEX Ltd.:
Machine Brand: Sigma.
Origin: India.
Capacity: 150 /hr.
12.2.2. Procedure of ETP in BEXTEX Ltd.:
The ETP of BEXYEX Ltd. totally chemical process. The working procedure flow charts of ETP in BEXTEX Ltd. are as follows: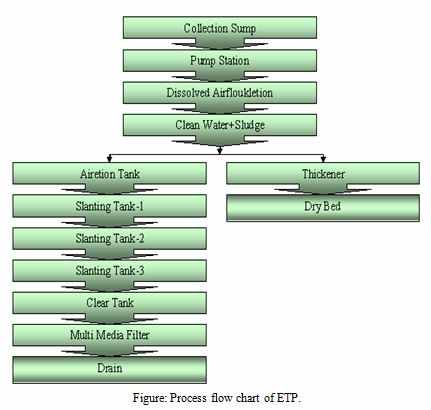
Figure: Process flow chart of ETP.
12.2.3. Effluent Analyzing Report:
Parameter | Unit | Quantity | St. Value |
Mg/l | 7.5 | 6-8 | |
COD | Mg/l | 0.8 | 250-300 |
BOD5 | APHA/Pt.Co | 21 | 29-60 |
Color | Mg/l | 200 | 220-250 |
Phosphate | Mg/l | 8.25 | 5-15 |
Sulphate | Mg/l | 1000 | |
Ammonia | Mg/l | 1 | 5-10 |
Chloride | Mg/l | 55 | 500-600 |
Nitrate | Mg/l | 1 | 10-15 |
TSS | Mg/l | 70 | 60-80 |
Chlorine | Mg/l | 0.25 | 1 |
Nitrite | Mg/l | 1580 | >1 |
Sludge(wet) | Ml/ 1/2hr | 800 |
13. Conclusion:
When the development of the country was at a standstill position due to the legacy of shattered economy and the industrialization was stagnant, the export oriented textile and RMG sector had shown the ray of hope by its all-pervasive positive impact on the national economy. At the far end of the eighty, this sector started expanding and within a short period of its existence, this nascent industry became the largest foreign exchange earner.
Standing at the verge of a new millennium, Textile and RMG sector is now the heart of our national economy. Even after all this achievements, this industry faces the major challenge of global adjustment in the coming years when it has to respond the new trading arrangement after 2004.
Beximco Knitting Ltd. being a part of this decisive sector will have to take necessary measure to cope with the change of globalization. Modification of the technical arrangement with the advancement of technologies and good positive approach will help to survive in this ever-changing global economy.
Hopefully, the confidence and foresight of the entrepreneurs and the enthusiastic teamwork of the professionals will take Beximco Knitting Ltd. to an even better position.