General Introduction:
In spite of modernization and rapid technological development in the field of dyeing, synthetic dye has the dominant market ,even today. Dyeing is the process of imparting color textiles and other materials whereby the coloring matter becomes an integral part of it and is not easily altered.
In many of the world’s developing countries, natural dyes can offer not only rich and varied source of dyestuff, but also the possibility of an income through sustainable harvest and sale of these plants . The natural dyes present in plants and animals are pigment molecules, which impart colour to the materials . The use of natural dyes for textile dyeing purposes, decreased to a large extent after the discovery of synthetic dyes in 1856. As a result, with a distinct lowering in synthetic dyestuff costs, the natural dyes were virtually unused at the beginning of twenties century .
Presently there is an excessive use of synthetic dyes, estimated at around 10,000,000 tons per annum, the production and application of which release vast amount of waste and unfixed colourants causing serious health hazards and disturbing the eco-balance of nature . Nowadays, fortunately, there is increasing awareness among people towards natural dyes. Natural dyes have better biodegradability and generally have higher compatibility with the environment. They are non-toxic, non-allergic to skin, non-carcinogenic, easily available and renewable .
Bangladesh has a rich repository of dye producing plants which yielded an initial set of fifteen colorfast dyes within a very short time. However, an extensive field survey carried out across the country indicated that the pernicious influence of synthetic dyes had all but eliminated this indigenous craft.
The demand of vegetable dye is increasing for the harmful reason of synthetic dye stuff. Vegetable dye is the only echo-friendly dye in the world. The culture of dyeing with vegetable is started from 1981 in Bangladesh. The “Vegetable dyeing society” found a great potentiality through collecting vegetable dye stuff & research with them. BISIC started research on vegetable dye in 1982.
All ingredients of vegetable dye are available in Bangladesh. Few of ingredients are imported from abroad. Now a days some of boutique shop are established, who are involved with the vegetable dyeing on fabric, not only dyeing but also printing.
The study of this research involves the production of vegetable dye, application of vegetable dye on cotton & silk fabrics ,opinion of end users of vegetable dyed produced.
Fibre:
Fibres are pliable hair like substance that are very small in diameter in relation to their length. A fibre is a unit of matter whose length is 1000 times longer than its width. For example: Cotton, Jute, wool, silk etc.
Textile Fibre:
The materials which consist fibrous structure and length is thousand times higher than its width and which can be spun into yarns suitable for weaving or knitting is classified as textile fibres.
To become a textile fibre, it must have some fundamental properties.
- It should have fibrous structure and length should be thousand time higher than width.
- It must have sufficient strength, elasticity, and spinning power.
- It should have fine structure and flexible.
- It should have dye ability.
- It must be readily obtainable in adequate quantities which will not make the end products too costly.
Staple Fibre and Filament:
Staple fibres are mainly shorter in length (1-4 inches) and filaments are continuous in length, which can be used as such or cut into shorter staple fibre form. Staple fibres are generally related to natural fibres. Cotton and wool are the classical example for staple fibres.
Filaments are related to man-made fibres. The single strand of the continuous filament is called monofilament. Silk is the only natural fibre which belongs to this group.
Natural fibre length varies fibre to fibre, lot to lot, but man-made fibre length is controlled by the manufacturer, possible to cut the filament in any length he wishes.
Textile Fibre and its Classification:
All fibres are not textile fibres. Textile fibre has to have some criteria to spin into yarn. So a textile fibre having sufficient length, strength, pliability and cohesiveness is to be made in a continuous length i.e. yarn suitable for fabric construction. A textile fibre must be commercially available and cost effective which will permit it to be handled at reasonable profit.
Textile fibres may be divided into two major groups namely a) natural fibres and b) manmade fibres. Textiles fibres are classified according to the source and chemical combination as follows.
Natural fibres
- Vegetables sources:
a) Seed fibres: Cotton, Kapok
b) Bast fibres: Jute, flax, hemp and ramie
c) Leaf fibres: abaca (Manila hemp), pineapple, sisal
- Animal sources:
a) Hair fibres: Wool, mohair, camel hair, alpaca, lama
b) Cocoon fibres: silk
- Mineral sources: Asbestos
Chemical fibres:
- Regenerated fibre: Viscose rayon, cellulose ester (Acetate), Casein fibre
- Synthetic fibres: Polyester, Acrylic, Polypropylene, polyurethane etc.
Textile Fibre
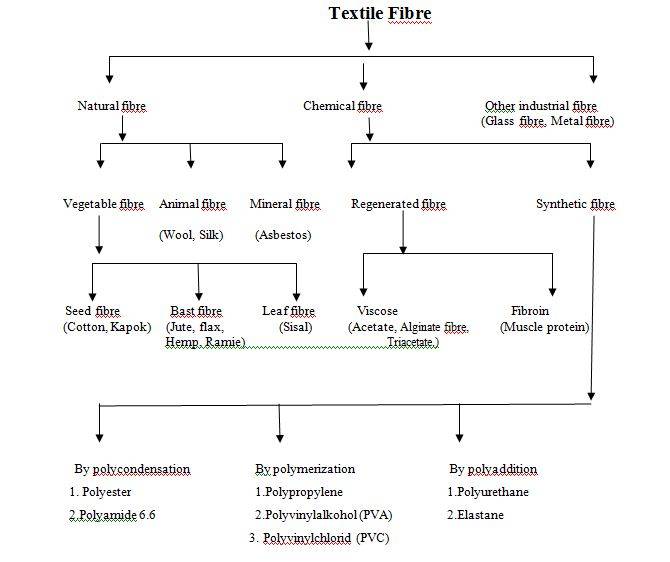
Figure:ClassificationofTextilefibre
Dimensional and Structural Properties of Textile Fibers
Fibre Structure and Appearance:
The surface structure of a fibre is most important in that it controls the behavior of the fibre in the yarn or fabric. Rough scaly surface of wool fibre influences the felting and shrinkages properties of wool fabrics. The scales enable individual fibers to grip one another when twisted together as a yarn. The convolutions of cotton fibre similarly enable fibres to grip one another when spun. The smooth surface of the fibre affects the lustrous appearance of the fabric. It may not cling to dust and dirt as easily as rough surface. For example- Nylon, silk etc. The cross sectional shape of the fibre has an important influence on its behavior in a fabric. Fibres of circular and near circular cross section often have an attractive handle. On the other hand, circular fibers often have a poorer covering-power than the flatter fibres.
Tensile Strength:
Tensile strength of any material is determined by breaking strength (i.e. tensile strength), which expressed as force per unit cross sectional area. With this term, it may describe the ability of a bundle of fibres, or a yarn, to resist breakage under tension.
In case of single fibre, strength is commonly described as tenacity. It is a measure of specific stress at break.
Tenacity =
Tenacity is expressed in terms of grams per decitex or centi newtons per tex(cN/tex)
Elongation:
When a fibre is subjected to a force, it will stretch to a certain degree. This stretching is described as elongation or extension. It can be measured either as an elongation under certain load, or as the elongation reached under the fibre breaks. It is expressed in percentage.
Elastic Properties:
Elongation is the amount of stretch or extension that fibre will accept. Breaking elongation is the amount of stretch that occurs to point where the fibres breaks. Elastic recovery is the percent of return from elongation toward the original length. This behavior of a fibre is expressed by elastic recovery. When a fibre is stretched by a force, it will elongate and after releasing the force it will return to its original length or to an elongated form. This behavior of fibre has great importance during its processing in textile industry. During processing of fibre to yarn and yarn to fabric, fibers are under varying degrees of tension. They should be able to withstand these tensions without stretching permanently to any great degree.
Resiliency Properties:
Resiliency is the ability of a fibre to bounce back or return to shape following compression, bending or similar deformation. The crease-resistance of a fabric usually depends on the resilience of the fibre itself. A resilient fibre such as wool can stretch by 35% and will return to its original length when relaxed. On the other hand, cotton has an extension at break of only 5-10%. That’s why; wool fabric has better crease resistance compare to cotton fabric. Elastic recovery is an important factor in the resiliency of a fibre and usually good elastic recovery indicates good resiliency.
Moisture Regains:
All fibres tend to absorb moisture when in contact with the atmosphere. The weight of moisture present in a textile material is expressed as a percentage of its oven-dry weight (dry weight obtained by drying at 105-110°C). Natural fibres have higher moisture content compare to synthetic fibres. Moisture content of a fibre has positive influences on clothing comfort of its fabric, penetration of the chemicals and dyestuffs, elongation at break etc . On the other hand, low moisture regain helps the fabric for easy washing and drying.
Thermal Properties:
All fibres affected in one way or another as they are heated. Some like wool will begin to decompose without melting, others like polyethylene or acetate will soften and melt before decompositions sets in. The behavior of fibres on heating has real importance, particularly within the range of temperatures that are met in practical use. Fabrics should withstand the temperatures used in processing, drying, ironing without undue deterioration .
Chemical Properties:
Processing of fibres, yarns and fabrics often involve the use of chemicals in great variety. Bleaching agents, detergents, alkalis, acids, dyeing assistants and other chemicals are used in preparing the finished textile. The fibre itself must be able to withstand these substances without suffering harmful effects.
Fabric Fastness Properties:
One of the most important properties is that the stability of color of a dyeing or its fastness. It is the important requirement requirements of valuable customers. During use a dyed material is exposed to a variety of agencies that can cause its color fade i.e. the color decay from deeper to paler shade. These changes occur because of decomposition of the dye molecules in the fibre or because of their removal into the external medium. The colored textiles show different resistance power to different agencies such as light, wash, rubbing, perspiration, water, bleach, acid, alkali etc. The aspect of these agencies many colorfastness tests are using to determine the stability of color in textile. Dyed and printed materials are affected (color fade/bleed) by some agencies such as washing, light, water, dry cleaning, chlorine, perspiration and ironing. Color fastness is the resistance of the color to fade or bleed by these agencies. Fastness tests are described in detail in documents from professional organization such as the Society of dyers and Colourists (SDC),the American Association of Textile Chemists and Colorists (AATCC) and American Society for Testing and Materials(ASTM). Most European countries adopt the fastness standards of the International Organization for standardization (ISO) as their national standards. Color fastness is usually assessed separately with respect to;
- Change in the color of the specimen being tested that is color fading.
- Staining of undyed material which is in contact with the specimen during the test that is bleeding of color.
In order to give numerical assessment of each of these effects two sets of standard grey scales are used, one for color change another for color staining.
Color Change Grey Scale: These scales consist of five pairs of grey coloured material numbered from 1 to 5. Number 5 has two identical greys, number 1 grey scale shows the greatest contrast and number 2, 3, 4 have intermediate contrasts. After appropriate treatment specimen is compared with the original and treatment material and any loss in color is graded with reference to the grey scale. When there is no change in the color of a test specimen it would be classified as 5 and if there is a change it is then classified with the number of the scale that shows the same contrast as that between the treated and untreated specimens.
Degree of Staining Grey Scale:
A different set of grey scale is used for measuring staining. Fastness rating 5 shows by two identical white samples (that is no staining) and rating 1 shows a white and grey sample. The other numbers show the geometrical steps of contrast between white and series of greys. A piece of unstained, undyed cloth is compared with the treated one that has been in contact with the test specimen during the staining test and numerical assessment of staining given. A rating of 5 means that there is no difference between of the treated and untreated material.