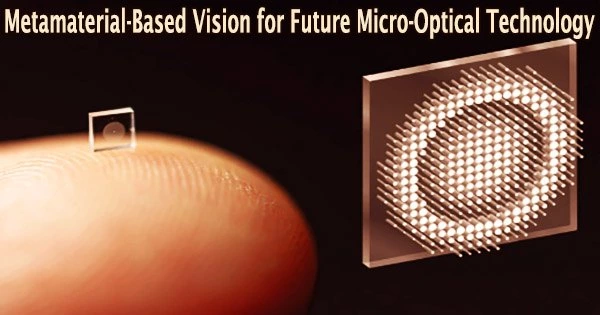
Metasurfaces, commonly referred to as invisibility cloak technology, are manufacturable artificial materials. In order to miniaturize optical systems for the next generation of virtual and augmented reality as well as LiDAR, metasurfaces, which enable lenses to be reduced to one 10,000th the size of ordinary lenses, are garnering a great deal of attention.
If metasurfaces become commercially viable, overcoming the challenges of complex manufacturing processes and high production costs.
Micro-optical technology, also known as micro-optics or micro-optical systems, refers to the field of optics that deals with the miniaturization of optical components and systems. It involves the design, fabrication, and utilization of tiny optical elements and devices at the microscale or even nanoscale.
A collaborative research team led by Professor Junsuk Rho from the Department of Mechanical Engineering and the Department of Chemical Engineering with PhD candidates Younghwan Yang, Junhwa Seong, Minseok Choi, and Junkyeong Park, (co-lead authors) from the Department of Mechanical Engineering at Pohang University of Science and Technology (POSTECH), and Dr. Gyoseon Jeon, Dr. Kyong-il Lee, and Dr. Dong Hyun Yoon from the Research Institute of Industrial Science and Technology (RIST) has published a paper summarizing research trends in a near-future micro-optical platform based on metasurfaces in Light: Science and Applications. They also propose future research directions and methods for commercialization in the academic journal.
Integrated metasurfaces complement existing electronic technologies and represent another innovative solution for a variety of applications. I hope there will be sustained efforts, research, and national support that will lead to even more innovative outcomes.
Professor Junsuk Rho
The comprehensive manipulation of light’s properties has historically been the focus of metasurface research, leading to a wide variety of optical devices like metalenses, metaholograms, and beam diffraction devices. However, recent research has switched its emphasis to the integration of metasurfaces with other optical parts.
In their paper, the research team proposes a study of and applications for integrated metasurfaces. Light-emitting diodes (LEDs) and liquid crystal displays (LCDs) are only two examples of the basic optical components that can be used with these integrated metasurfaces.
The research team recommended that future research in this area should concentrate on how to include metasurface into frequently used technologies, making them useful in daily life, in order to commercialize metasurfaces.
The research team also highlights the value of industry-academia partnership, highlighting how metasurface research might affect the future of the optical device industry and the competitiveness of the country. They emphasized the necessity of assistance and collaboration at the national level for the creation of novel optical platforms.
Professor Junsuk Rho explained, “Integrated metasurfaces complement existing electronic technologies and represent another innovative solution for a variety of applications.” He added, “I hope there will be sustained efforts, research, and national support that will lead to even more innovative outcomes.”
The research was sponsored by a program of POSCO’s Industry-Academic Integrated Research Center, the STEAM Research Program of the National Research Foundation of Korea funded by the Ministry of Science and ICT, the Doctoral Student Grant Program of the Ministry of Education, Samsung Science and Technology Center, and Chung Mong-Koo Foundation.